



[Conclusion] Because relying solely on a judgment result (score) creates a "black box" where the true cause of an anomaly cannot be verified, preventing field teams from performing maintenance with confidence. We chose Wi-Fi to handle large data capacities and prioritized high-frequency raw waveforms using patented undersampling technology to digitally replicate the subtle early-stage metal noises caught by expert ears. This allows engineers to verify waveforms themselves and make root-cause-based maintenance plans.
At the start of development, low-power options like Bluetooth and long-range Sub-GHz bands (920MHz/ZigBee, etc.) were on the table. However, we decided against them and chose "Wi-Fi."
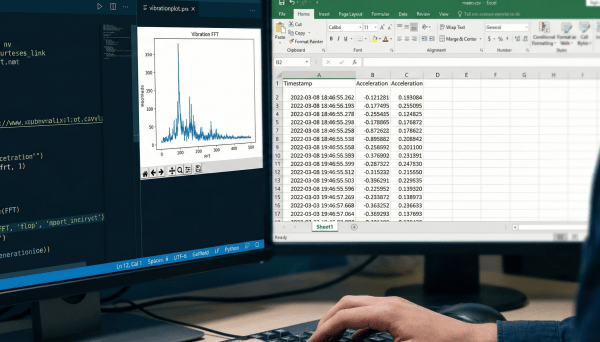
The reason was simple: we wanted to transmit "raw waveforms."
Our goal wasn't just a sensor that sends "vibration levels (numerical values)," but a device that could acquire "raw data (waveforms)" for root cause analysis of anomalies and future AI integration.
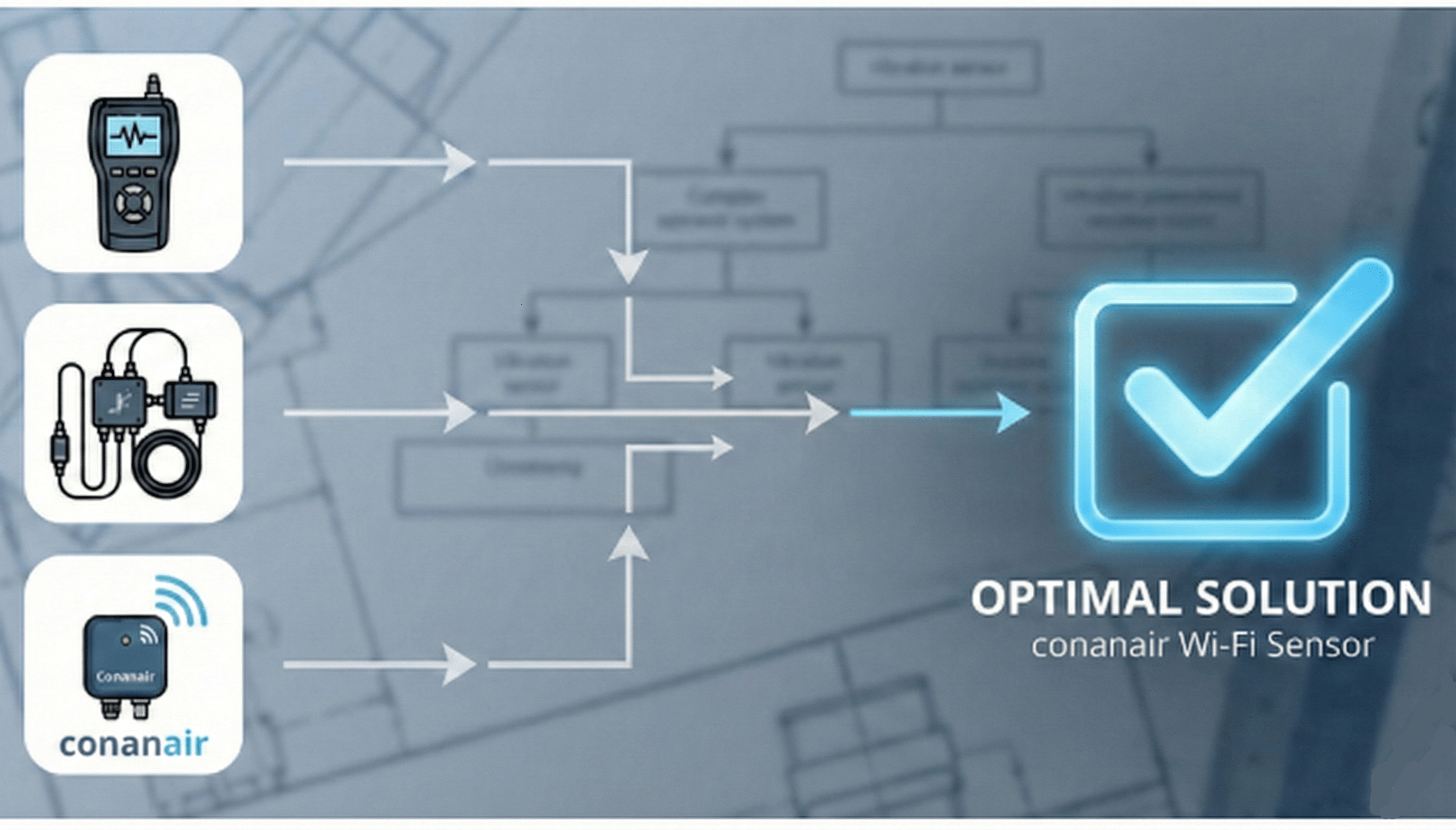
Furthermore, with Wi-Fi, users don't need to develop or purchase specialized receivers (gateways); they can use off-the-shelf Wi-Fi routers or existing corporate LANs. This choice was based on identifying which infrastructure would be the easiest for users to implement.
When selecting a "wireless vibration sensor", many customers are concerned about communication stability inside the factory. The Wi-Fi (2.4GHz) adopted by conanair is extremely versatile, offering the advantage of easily optimizing the communication area using commercially available repeaters.
Thus, adopting a wireless (Wi-Fi) system is not just about eliminating cables; it serves as a crucial foundation for smartening overall factory preventive and predictive maintenance.
When transmitting large volumes of raw data, many companies are concerned about security when routing through the external internet or cloud. Because conanair supports cloudless operation completed entirely within a corporate local Wi-Fi (closed network), highly confidential manufacturing lines can safely collect and analyze raw waveform data without the risk of information leaks.
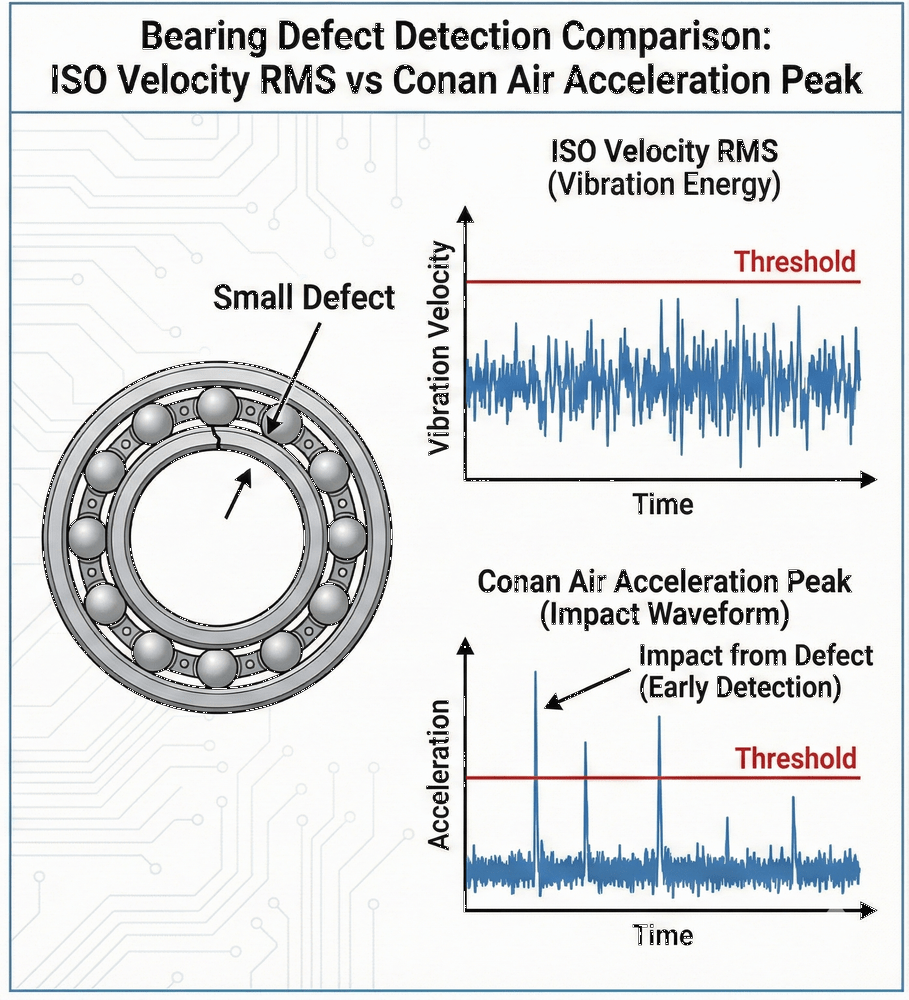
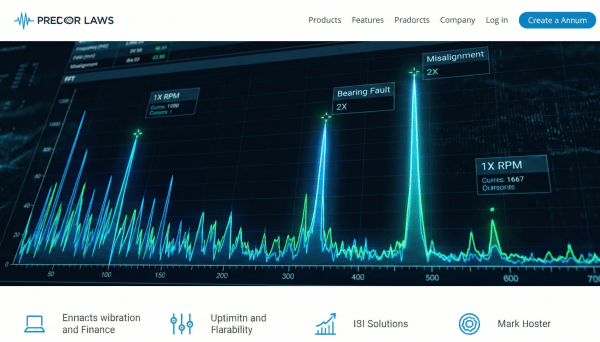
The field of equipment maintenance has an absolute standard called "ISO Vibration Severity (Velocity RMS)." However, in practice, a veteran worker's intuition often proves correct when they say, "The numbers are within range, but the bearing sound is different from usual."
Here is a real-world example. When a maintenance manager noticed an "unusual noise" and replaced a bearing, we verified the data before and after using conanair.
This is because ISO standards look at the "overall shaking of the machine (energy)," whereas conanair's acceleration measurement captures "metal-to-metal collisions (initial scratches)." It was proven that conanair can capture signs of initial anomalies just like the "ears" of a veteran worker, even for unusual noises that an outsider wouldn't notice.
The core technology of conanair, "Anomaly Detection via Undersampling," was not calculated and developed from the beginning.
It all started with a casual conversation with a professor from the Nagoya Institute of Technology: "Can't we make a cheap and practical vibration sensor instead of expensive ones?" When we built a prototype using cheap off-the-shelf parts and performed FFT (frequency analysis), anomalies at high frequencies that "should not be detectable" were displayed clearly.
According to conventional technical knowledge, signals at more than half the sampling frequency are treated as noise (aliasing). However, we discovered the phenomenon that "the 'aliased waveforms' that should be discarded as noise actually contain signs of bearing damage."
Our pursuit to understand "why this was showing up" resulted in our current patented technology (registered in Japan; pending in the US, Germany, India, and China). It wasn't an invention we set out to create, but a "discovery" we encountered because we were working hands-on in the field.
We don't claim to be "the best for every site." conanair targets "general-purpose equipment where maintenance plans can be established within 3 to 6 months of anomaly detection."
Therefore, it is unsuitable for the following uses:
Conversely, we are confident that for the preventive maintenance of "pumps, fans, and conveyors" that previously relied on manual inspection rounds, conanair is the strongest choice in terms of both cost and performance.
Visualizing the early signs of anomalies—which for years relied on the "tacit knowledge" of veteran engineers (such as unusual noises or a sense of "something feeling wrong")—as objective "raw data" waveforms is a powerful way to prevent the personalization of skills. conanair fundamentally supports the DX of facilities by serving as the infrastructure that allows field engineers to confidently determine anomalies and reliably pass down maintenance skills to the next generation.
| Company Name | NSXe Co.Ltd - Nakayama Hydrothermal Industry Co., Ltd. |
|---|---|
| Head Office | 7686-10 Hirano-cho, Suzuka, Mie513-0835, Japan zip code 513-0835 |
| Phone | +81-90-2189-1398 |
| FAX | +81-59-379-4704 |
| Business Hours | 8:00~17:00 |
| Office Regular Holiday |
Saturday afternoons, Sundays and public holidays |
| URL | https://conanair.com/ |
| Company Name | NSXe Co.Ltd - Nakayama Hydrothermal Industry Co., Ltd. |
|---|---|
| Head Office | 7686-10 Hirano-cho, Suzuka, Mie513-0835, Japan zip code 513-0835 |
| TEL | +81-90-2189-1398 |
| FAX | +81-59-379-4704 |
| Business Hours | 8:00~17:00 |
| Office Regular Holiday |
Saturday afternoons, Sundays and public holidays |
| URL | https://conanair.com/ |