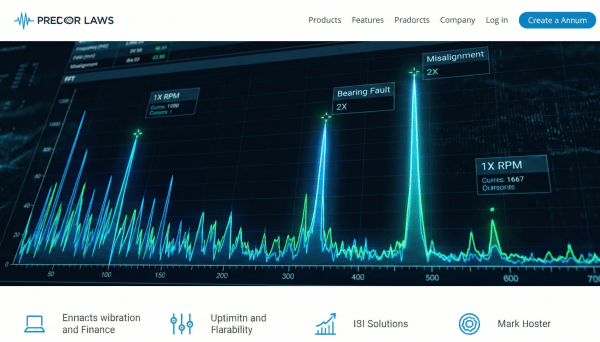
[Conclusion] The greatest advantage is that engineers can pinpoint the "root cause" of a failure themselves. For instance, unbalance shows a large peak at the rotation frequency (1X), and bearing defects display specific frequencies determined by the bearing's geometry and rotational speed. By analyzing the raw waveforms instead of relying on black-box AI scores, you can accurately identify the type of anomaly and develop a highly effective maintenance plan.
"Even if told I can get raw data, I cannot visualize what kind of waveforms will appear." For such users, we present images showing how typical anomalies (Unbalance, Misalignment, Bearing Defects) occurring in rotating machinery appear on the conanair FFT (Frequency Analysis) screen.
*Note: The following images illustrate general characteristics. Actual waveforms vary depending on machine specifications and rotation speed.
In vibration analysis, here is a list of typical anomaly characteristics that can be read from the raw data (FFT waveform) acquired by conanair. AI learns these numerical correlations as expert knowledge.
| Type of Anomaly | FFT Spectrum Characteristics (Primary Information) | Main Causes |
|---|---|---|
| 1. Unbalance | The amplitude of the Rotational Speed Component (1X) becomes prominently large. | Dirt on impellers, eccentricity of rotating bodies, loss of balance weights. |
| 2. Misalignment | In addition to the rotational frequency (1X), strong axial vibration and peaks at its integer multiples may appear. | Axis misalignment, coupling failure, improper centering. |
| 3. Bearing Defects | Vibrations increase at specific frequencies determined by the bearing's geometry and rotational speed. | Inner/outer race flaws in rolling bearings, lubrication failure, electric corrosion. |
| 4. Mechanical Looseness | Sub-harmonics such as 1/2X and many high-order harmonic components appear. | Loose bolts, insufficient rigidity of the foundation (base), bearing play. |
Feature:
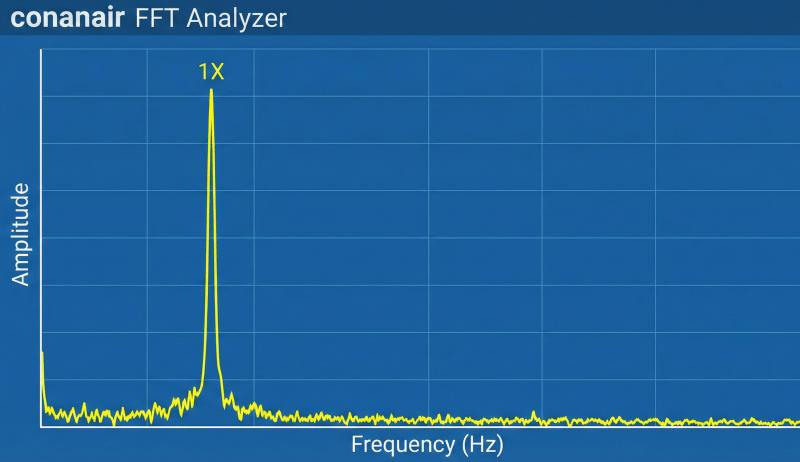
A prominent, large peak appears at the rotation frequency (1X).
If left untreated:
Vibration concentrates in a specific direction continuously, significantly shortening the life of bearings and housings. In the worst case, it leads to machine breakage.
Commonly seen when dirt adheres to fans or blowers, or when blades are chipped. It is characterized by vibration energy concentrating at a single point of the rotation frequency.
[Analysis Perspective: How to Identify Anomalies] Unbalance generates the strongest vibration at a frequency matching the rotation speed (1X). Confirming this peak in both horizontal and vertical directions is the first step in root cause identification.
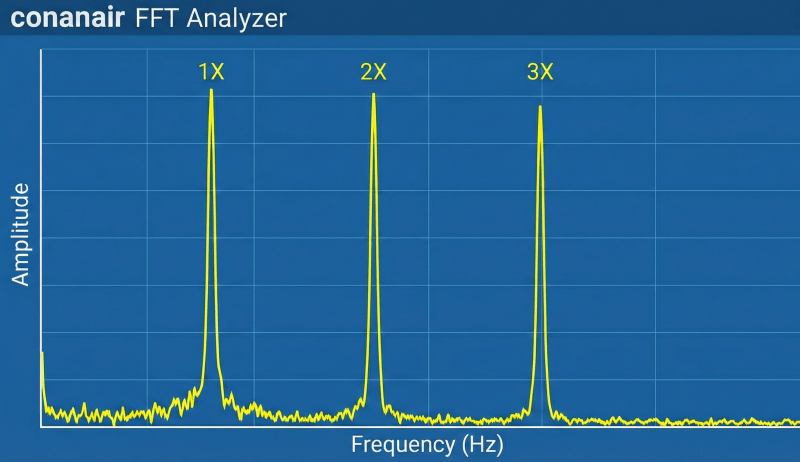
Feature:
High peaks appear not only at the rotation frequency (1X) but also at harmonics such as 2X and 3X.
If left untreated:
Excessive load is constantly applied to couplings and bearings, causing heat generation and abnormal vibration. Eventually, it may lead to major accidents such as coupling failure or shaft breakage.
Occurs when the motor and pump shafts are not aligned properly. Defective couplings or installation errors are suspected. Unlike unbalance, multiple peaks are the distinguishing feature.
[Analysis Perspective: How to Identify Anomalies] In "Misalignment" where shaft centers are offset, in addition to an increase in the 1X component, strong axial vibration or integer multiple spectra may be confirmed. conanair's FFT screen allows you to identify these components at a glance.
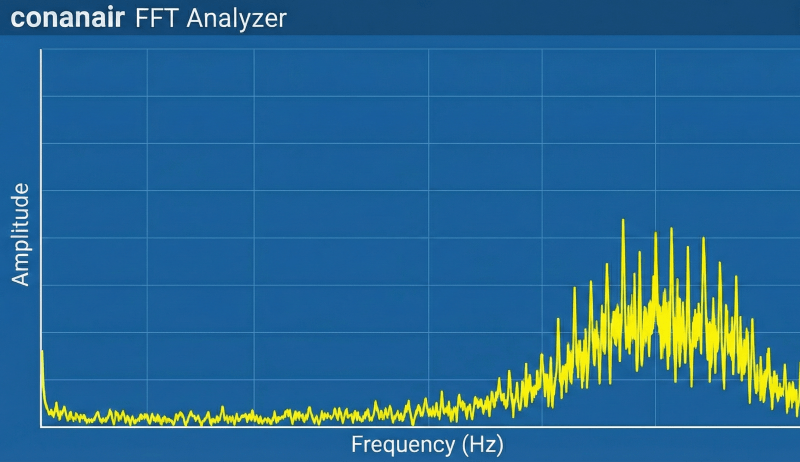
Feature:
Irregular mounds or noise rise appear in high-frequency bands unrelated to the rotation frequency. While conanair cannot capture this exactly; however, it detects the occurrence as a reflection in the lower frequency band.
If left untreated:
Internal damage expands rapidly, leading to flaking or seizure, causing sudden machine stoppage (downtime). This can result in significant production losses.
Bearing damage rarely appears in vibration values (OA values) in the early stages, but FFT analysis allows for early detection of these specific frequency components. This is the greatest benefit of viewing "raw data" with conanair.
[Analysis Perspective: How to Identify Anomalies] Flaws in bearings (rolling bearings) appear in specific frequency bands determined by the bearing's geometry (inner/outer ring, rolling elements, etc.) and rotational speed. conanair's unique sampling technology reliably captures these anomalies despite its low cost.
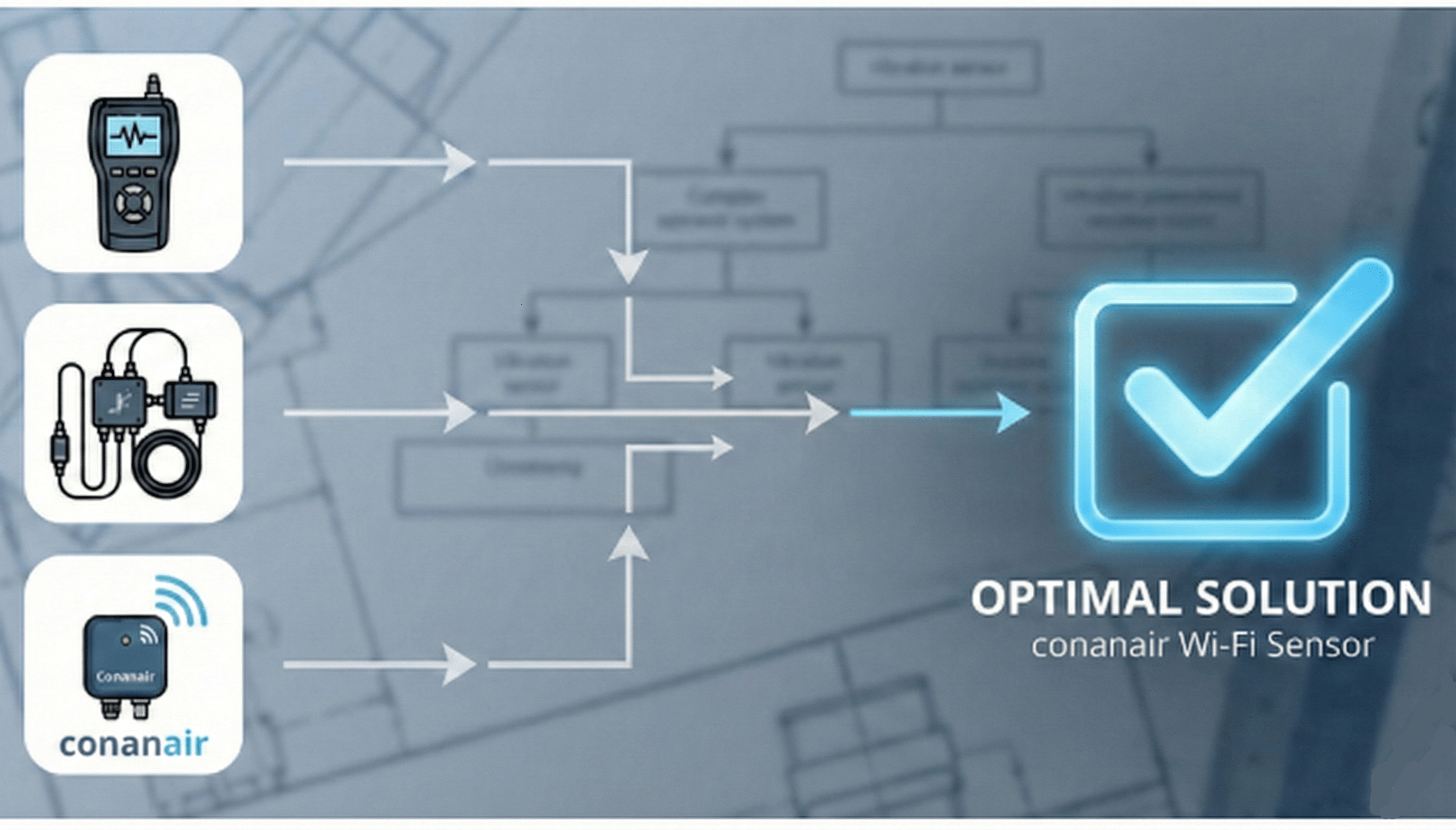
Many low-cost IoT vibration sensors transmit only the "Overall (OA) value" to reduce data communication volume. However, relying solely on OA value monitoring poses a significant risk of missing early signs of failure.
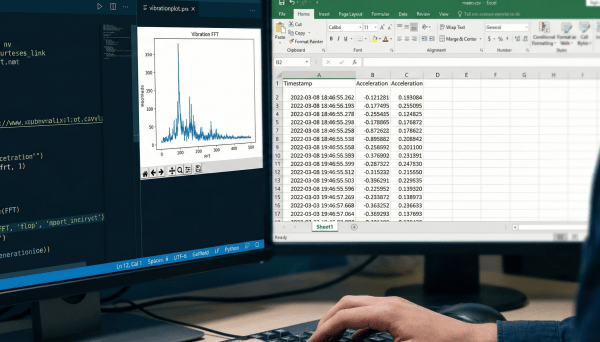
With conanair, you can view these "raw waveforms" unlimitedly on your smartphone or PC.
Many wireless vibration sensors only output "Judgment Results (OK/NG)" calculated internally. However, conanair provides Raw Data (Acceleration/Velocity) in CSV format that is not black-boxed. This enables "unique trend management" and "precision diagnosis" using AI or dedicated analysis software, minimizing the risk of sudden failures.
Visualizing the early signs of anomalies?which previously relied on the intuition and experience of veteran engineers?as objective FFT waveforms prevents the dangerous loss of critical maintenance knowledge. Furthermore, when your facility transitions to advanced predictive maintenance systems using machine learning, these accumulated CSV raw data files will serve directly as high-quality "training data," ensuring a seamless and efficient digital transformation (DX) without being locked into a specific vendor's ecosystem.
Please catch the signs of anomalies with your own eyes that "numerical only" sensors miss. Download the catalog from the page below to check the specifications of conanair.
| Company Name | NSXe Co.Ltd - Nakayama Hydrothermal Industry Co., Ltd. |
|---|---|
| Head Office | 7686-10 Hirano-cho, Suzuka, Mie513-0835, Japan zip code 513-0835 |
| Phone | +81-90-2189-1398 |
| FAX | +81-59-379-4704 |
| Business Hours | 8:00~17:00 |
| Office Regular Holiday |
Saturday afternoons, Sundays and public holidays |
| URL | https://conanair.com/ |
| Company Name | NSXe Co.Ltd - Nakayama Hydrothermal Industry Co., Ltd. |
|---|---|
| Head Office | 7686-10 Hirano-cho, Suzuka, Mie513-0835, Japan zip code 513-0835 |
| TEL | +81-90-2189-1398 |
| FAX | +81-59-379-4704 |
| Business Hours | 8:00~17:00 |
| Office Regular Holiday |
Saturday afternoons, Sundays and public holidays |
| URL | https://conanair.com/ |