[Conclusion] First, use "Simple Diagnosis"?which monitors trends in values like Velocity RMS and Acceleration Peaks?to catch early signs of overall machine anomalies (such as unbalance or looseness). If anomaly signs appear, proceed to "Precision Diagnosis" by performing FFT (Frequency Analysis) on the raw waveform to accurately pinpoint the specific failure location, such as bearing damage. conanair supports both of these diagnoses in a single unit, enabling reliable predictive maintenance that includes root cause analysis.
Do you know how to detect anomalies with vibration sensors? Plus, learn how conanair can detect anomalies using actual examples.
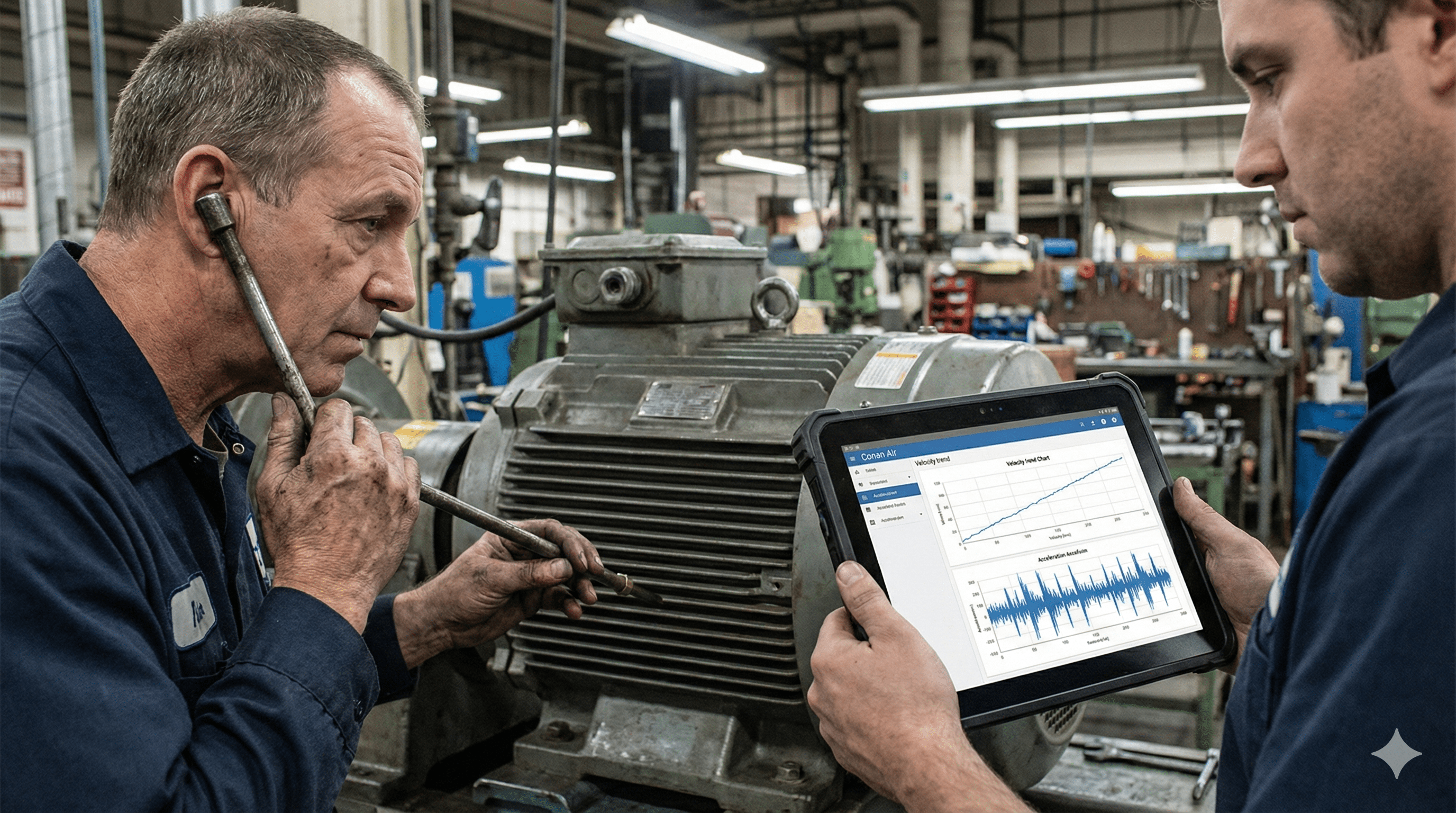
Determining whether a machine is in good or bad operating condition by means of vibration measurement is an established technology with a long history of more than half a century. conanair is designed for such vibration measurement to determine whether a machine is in good or bad condition for preventive maintenance.
Judging by threshold values of summary data such as velocity RMS and acceleration peaks. Simple diagnosis has two different judgement methods.
The ISO standard 10816-3:2009 describes an index for absolute judgment value of velocity RMS.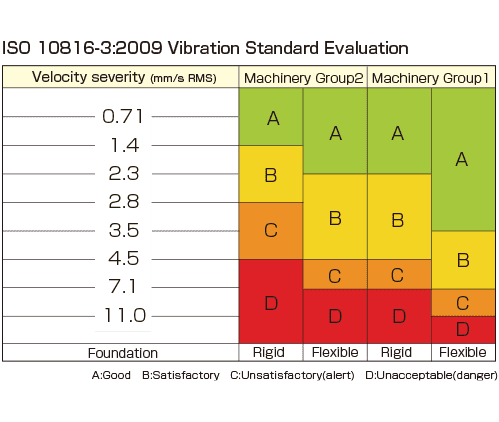
【Group1】Large Machinery Output: 300kW~50MW, Shaft diameter:> 315mm
【Group2】Medium Machinery Output: 15kW~300kW, Shaft diameter: 160mm~315mm
* It is sometimes difficult to apply the standard in actual field operation.
A relative judgment is made based on the normal value. For example, a caution value is twice the normal value and a warning value is four to five times the normal value.
Relative value judgment is often used because absolute value judgment is often not applicable depending on installation and operating conditions.
This is the search for the source of abnormal factors by frequency analysis using FFT and other methods.
It is often used to seek corroboration for simple diagnosis or to identify the failure site.
A bearing abnormality can be identified if there is a large vibration increase in a certain frequency range which is characteristic of bearing damage.
A large unbalance or rattling of rotating machinery often results in large vibration increase in the frequencies corresponding to the number of rotations.
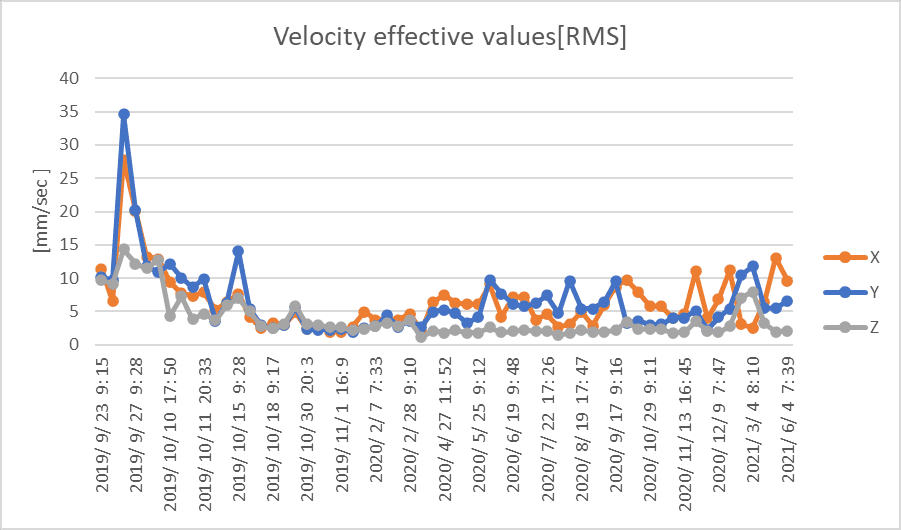
Trend management by summary data (velocity RMS, acceleration peak values, etc.) can be performed.
Below is a trend graph of velocity RMS.
Generally, a caution is issued at twice the normal vibration value, and a warning at four to five times the normal vibration value.
[Note]
Discontinuities in data, the base line value in normal operation, may occur before and after grease injection or disassembly, cleaning, and reassembly.
Sometimes there are large variations in measurement values depending on operational conditions such as load fluctuations, control of the number of equipment units, or other installation or drive methods.
Especially under normal conditions, the absolute value of vibration is relatively small, however the vibration fluctuations may appear large.
It is important to check the actual condition of the equipment compared with the measurement data, as the notes above are considered to be the vital equipment management know-how for each individual facility.
Frequency analysis by FFT allows detection of bearing damage by increasing vibration at frequencies characteristic of bearing damage.
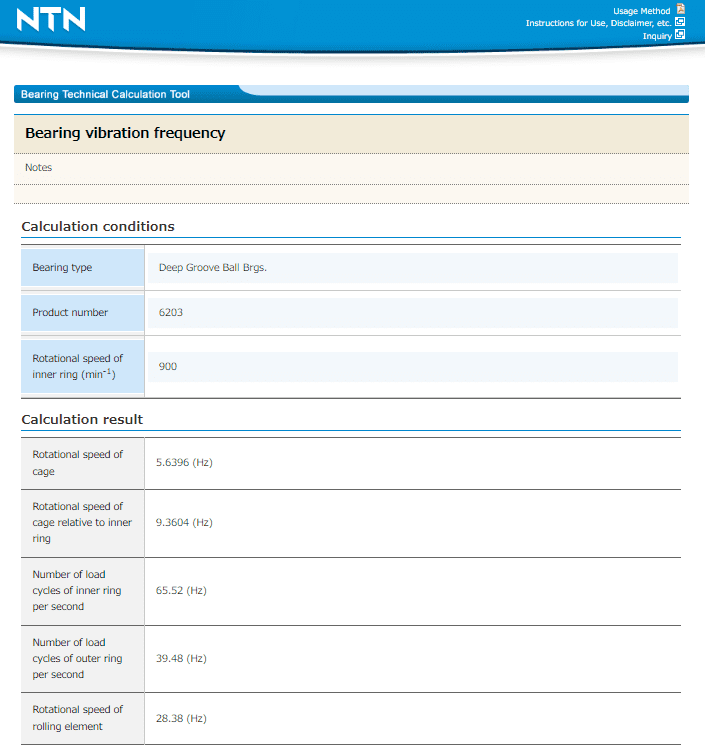
・Calculation of bearing (from NTN website) Example, 6203@900rpm
[Calculation of bearing vibration frequency]![]() Bearing Technical Calculation Tool By NTN
Bearing Technical Calculation Tool By NTN
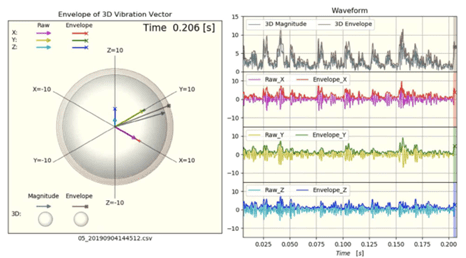
[Envelope FFT of vibration data from conanair in an experiment with scratches on the inner ring].
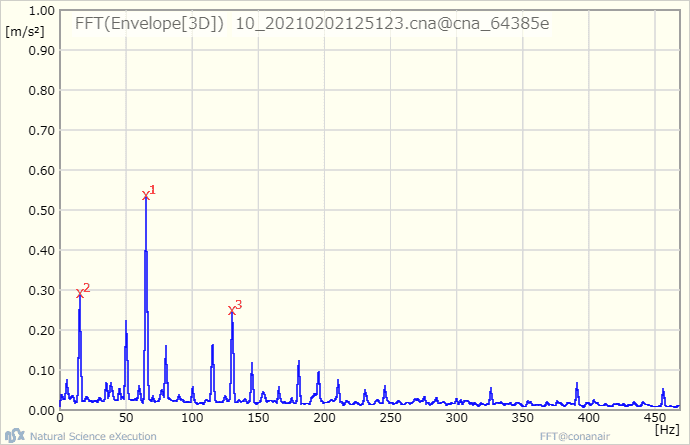
1:65.041Hz 2:15.126Hz 3:130.082Hz
1: Equivalent to the frequency of passage of the point body relative to the inner ring
2: Equivalent to 900 rpm of rotation
3: Equivalent to twice the passing frequency of the point body relative to the inner ring
1: and 3: indicate that the inner ring is damaged.
conanair can detect bearing anomalies with summary data as shown in the figure below. Envelope FFT is required to identify the damaged area.
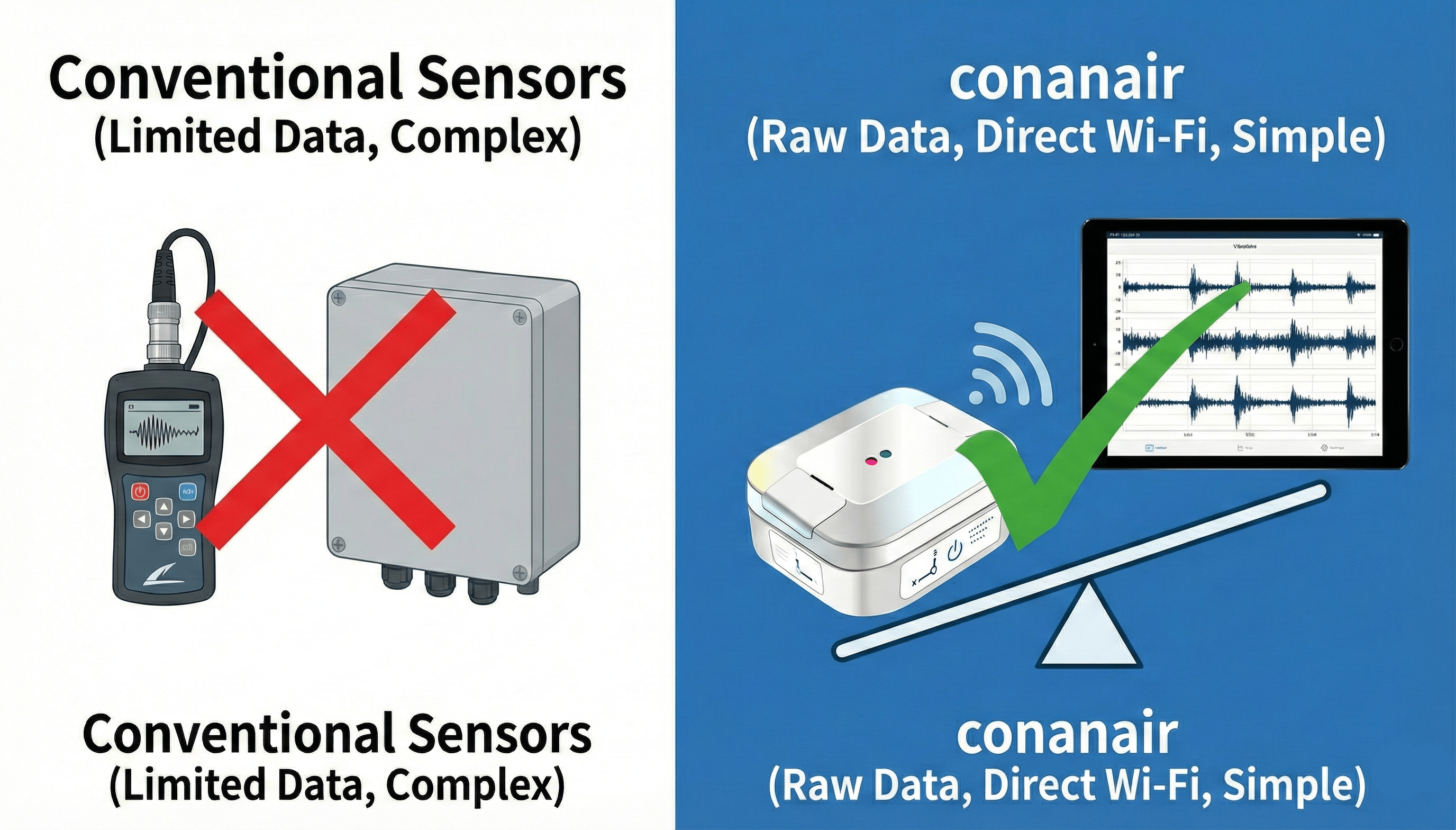
This is a unique feature of conanair. Other vibration meters (response frequency up to 1 kHz) often cannot detect damage until the extent of damage has progressed. Below is the result of an experiment on the outer ring of a ball bearing with a scratch similar to the early stages of metal delamination.
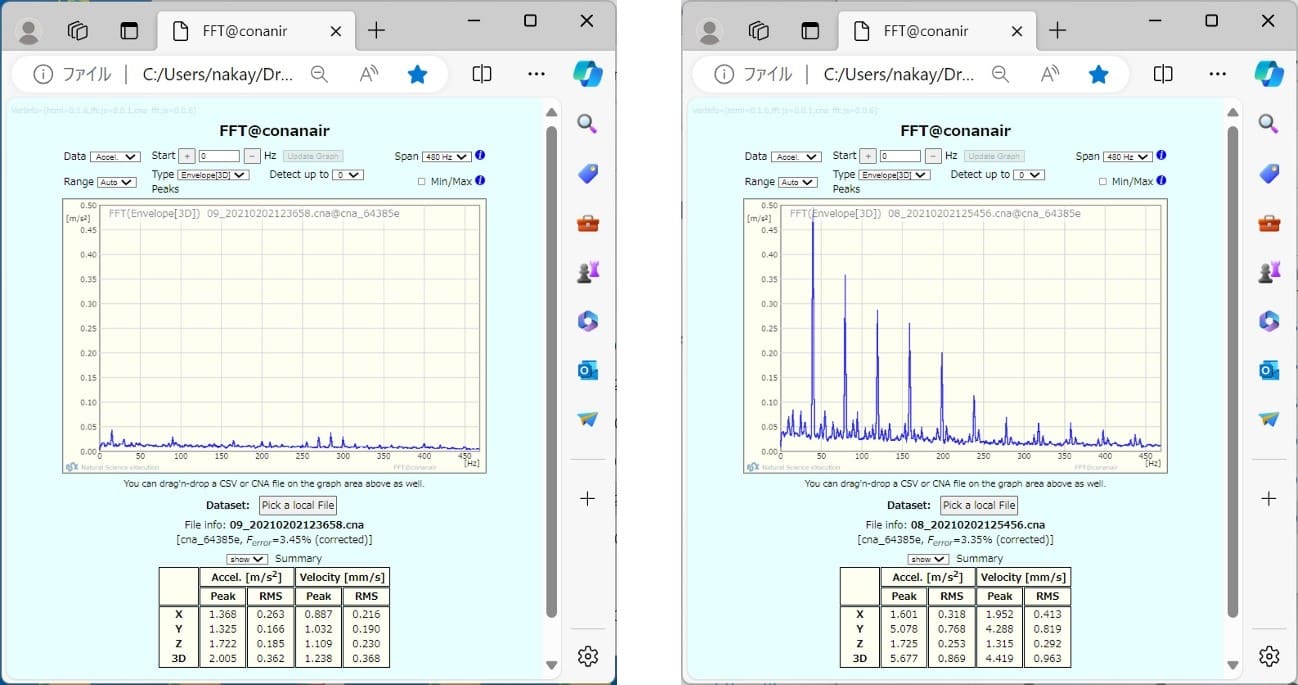
| Normal case | Scratched outer ring of bearing |
[Note]
Bearing damage can be caused by increased vibration at a frequency corresponding to the passing frequency and an integer multiple of that frequency. When there is a large rotational imbalance or rattling, the vibration of the frequency corresponding to the rotational speed will increase.
In numerous plants and manufacturing facilities, vibration monitoring systems using conanair are actively operating to prevent sudden machine stoppages before they occur. For example, in cooling tower fan motors and critical water pumps, there have been many reported cases where an upward trend was captured through simple diagnosis (monitoring velocity RMS), and subsequent precision diagnosis (FFT analysis) successfully pinpointed early-stage internal bearing wear. This enables perfectly scheduled part replacements, drastically reducing equipment maintenance costs and unplanned downtime.
| Company Name | NSXe Co.Ltd - Nakayama Hydrothermal Industry Co., Ltd. |
|---|---|
| Head Office | 7686-10 Hirano-cho, Suzuka, Mie513-0835, Japan zip code 513-0835 |
| Phone | +81-90-2189-1398 |
| FAX | +81-59-379-4704 |
| Business Hours | 8:00~17:00 |
| Office Regular Holiday |
Saturday afternoons, Sundays and public holidays |
| URL | https://conanair.com/ |
| Company Name | NSXe Co.Ltd - Nakayama Hydrothermal Industry Co., Ltd. |
|---|---|
| Head Office | 7686-10 Hirano-cho, Suzuka, Mie513-0835, Japan zip code 513-0835 |
| TEL | +81-90-2189-1398 |
| FAX | +81-59-379-4704 |
| Business Hours | 8:00~17:00 |
| Office Regular Holiday |
Saturday afternoons, Sundays and public holidays |
| URL | https://conanair.com/ |