【結論】まずは速度実効値(RMS)や加速度ピークなどの数値を傾向管理する「簡易診断」で、機械全体の異常(アンバランスやガタなど)の兆候を早期に発見します。異常のサインが出た場合、次に生波形をFFT(周波数解析)する「精密診断」を行うことで、ベアリングの傷など特定の故障部位を正確に特定します。コナンエアーはこれら両方の診断に1台で対応しており、原因究明まで含めた確実な予知保全を実現します。
振動測定による機械の運転状態の良否判定は、半世紀以上の長い歴史を持つ確立された技術です。 コナンエアーは、このような振動測定による機械の運転状態の良否判定を予防保全に役立てるために開発されました。
速度実効値や加速度ピークなどの要約データの閾値で判定します。簡易診断には2種類の判定方法があります。
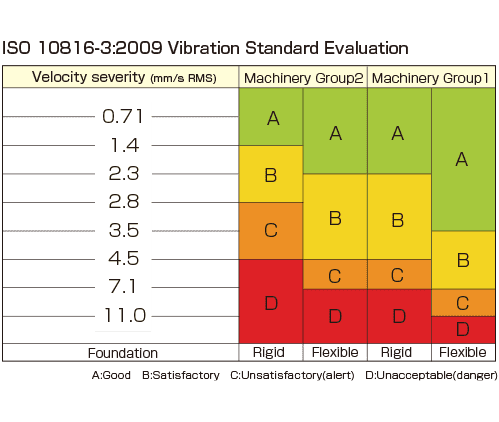
ISO規格10816-3:2009では、速度実効値の絶対値判定指標を規定しています。
【グループ1】大型機械 出力: 300kW~50MW, シャフト径:> 315mm
【グループ2】中型機 出力: 15kW~300kW、軸径:160mm~315mm。
* 実際の現場での適用が困難な場合があります。
正常値を基準とした相対判定。 例えば、注意値は正常値の2倍、警告値は正常値の4~5倍です。設置場所や使用条件によっては、絶対値による判定が適用できないことが多いため、相対値による判定を行うことが多いです。
FFTなどを用いた周波数解析により、異常要因の発生源を探索することで、簡易診断の裏付けをとったり、故障部位を特定したりするために用いられることが多いです。軸受の異常は、軸受の損傷に特徴的なある周波数領域で大きな振動の増加があれば特定できます。回転機械のアンバランスやガタが大きいと、回転数に対応した周波数で振動が大きく増加することが多いです。
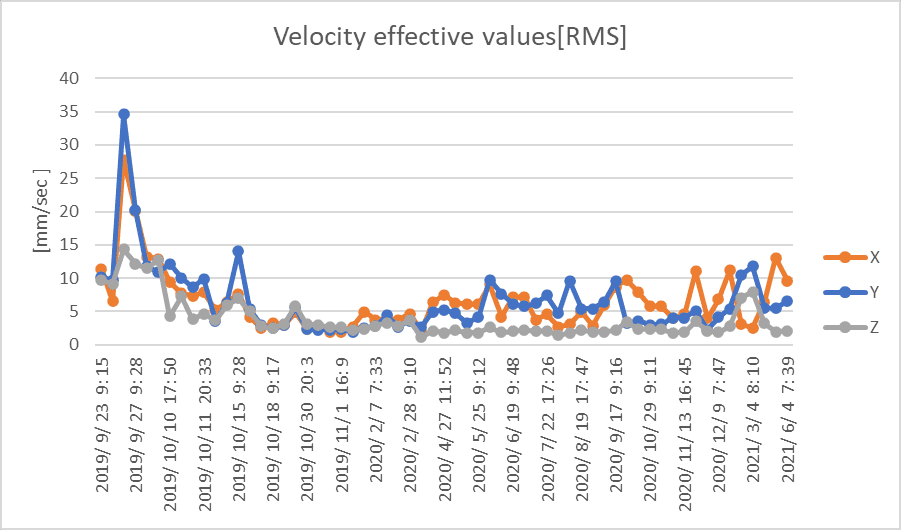
要約データ(速度実効値、加速度ピーク値など)による傾向管理が可能です。
下記は速度実効値の傾向グラフです。
一般的に、通常振動値の2倍で注意、4~5倍で警告となります。
[注意]
通常運転時の基準値であるデータには、グリース注入前後や分解・洗浄・組立前後で不連続が生じることがあります。負荷変動、装置台数の管理、その他の設置方法、駆動方法などの運転条件によって、測定値に大きなバラツキが生じることがあります。特に通常の状態では、振動の絶対値は比較的小さいのですが、振動の変動が大きく見えることがあります。上記の注意点は、各設備の重要な設備管理ノウハウと考えられますので、測定データと比較して実際の設備の状態を確認することが重要です。
FFTによる周波数解析により,軸受の損傷に特徴的な周波数の振動を増加させ,軸受の損傷を検出することができます。
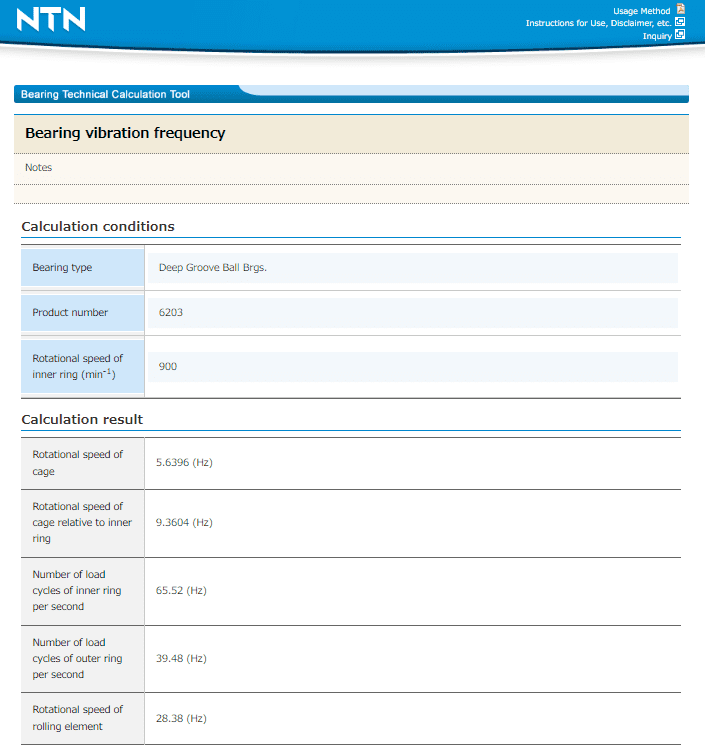
・軸受の計算(NTNホームページより) 6203@900rpmの例![]() 軸受振動数の計算
軸受振動数の計算
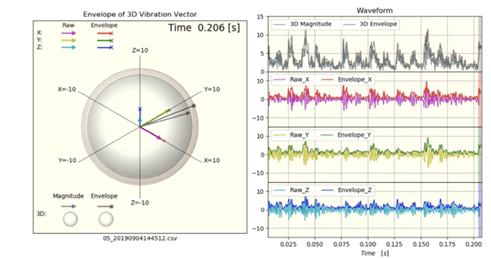
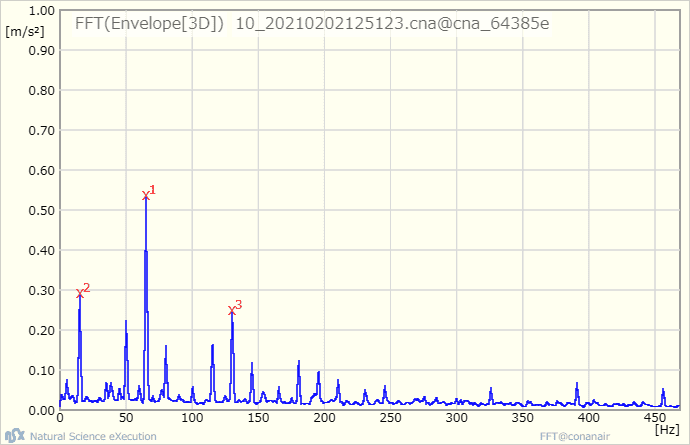
[ 内輪に傷のある実験におけるコナンエアーの振動データのエンベロープFFT ]
1:内輪に対する点状体の通過周波数に相当
2:回転数900rpm相当
3:内輪に対する点状体の通過周波数の2倍相当
1: と3: は内輪が損傷していることを示します。
3 簡易診断による軸受損傷検出(概要データ)
コナンエアーは、下図のような要約データで軸受の異常を検出することができます。 損傷箇所の特定にはエンベロープFFTが必要です。これはコナンエアーならではの特徴です。 他の振動計(応答周波数1kHzまで)では、損傷の程度が進行するまで損傷を検出できないことがよくあります。 下の写真は、金属剥離の初期段階に似た傷があるボールベアリングの外輪での実験結果です。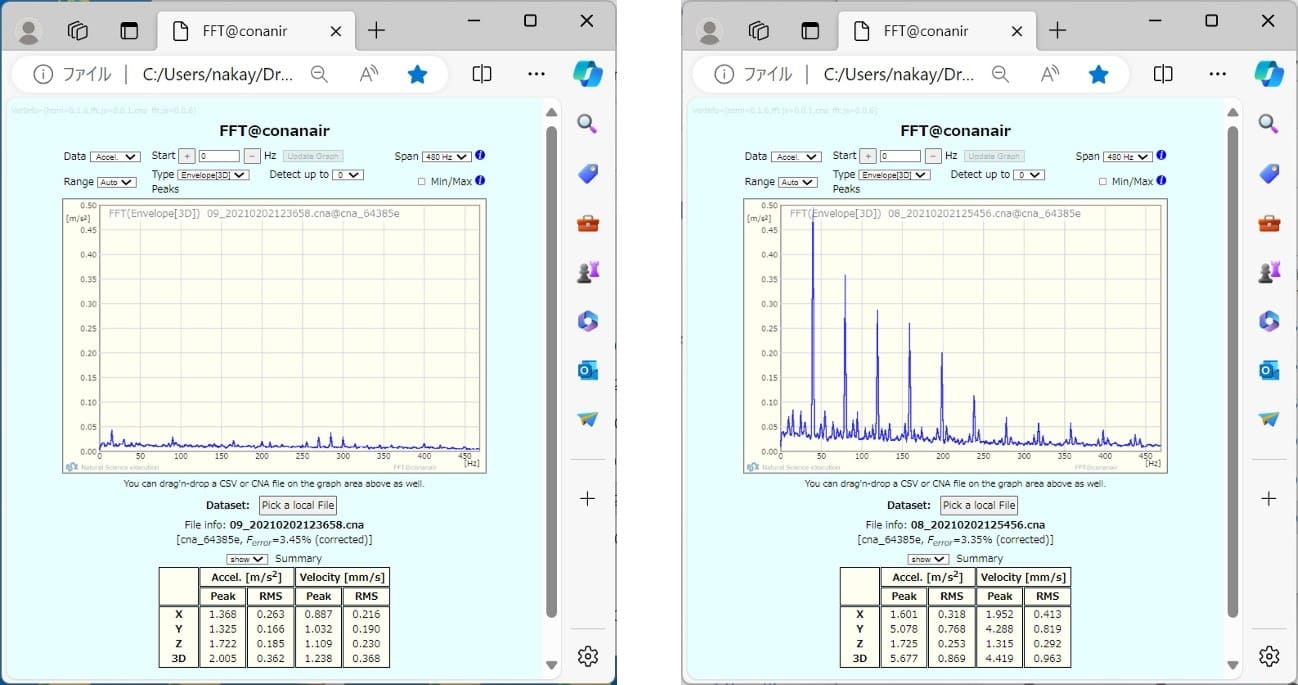
|
正常な場合 |
ベアリング外輪に損傷がある場合 |
[注意]
軸受の損傷は、通過周波数とその整数倍に相当する周波数の振動が増加することによって生じます。回転不均衡やガタが大きい場合は、回転速度に対応する周波数の振動が大きくなります。
数多くのプラントや製造現場において、コナンエアーを用いた振動監視システムが稼働し、突発的な機械停止を未然に防いでいます。例えば、冷却塔のファンモーターや、重要な送水ポンプなどにおいて、簡易診断(速度実効値の監視)で上昇トレンドを捉え、その後の精密診断(FFT解析)でベアリング内部の初期摩耗を特定したケースが多数報告されています。これにより、計画的な部品交換が可能となり、設備保全のコストとダウンタイムを大幅に削減しています。
| 会社名 | 中山水熱工業株式会社 NSXe Co.Ltd |
|---|---|
| 所在地 | 〒513-0835 三重県鈴鹿市平野町7686-10 |
| TEL | 059-375-0330 |
| FAX | 059-379-4704 |
| 営業時間 | 8:00~17:00 |
| 定休日 | 事務所:土曜午後・日曜・祝日 工場:火曜日・水曜日 |
| URL | https://conanair.com/japan/ |
| 会社名 | 中山水熱工業 株式会社 NSXe Co.Ltd |
|---|---|
| 所在地 | 〒513-0835
三重県鈴鹿市 平野町 7686-10 |
| TEL | 059-375-0330 |
| FAX | 059-379-4704 |
| 営業時間 | 8:00~17:00 |
| 定休日 | 事務所: 土曜午後・日曜・祝日 工場: 火曜日・水曜日 |
| URL | https://conanair.com/japan/ |