
【結論】状態基準保全(CBM)とは、時間経過で定期的に部品を交換するのではなく、センサー等で機器の「実際の劣化状態」を監視し、異常の予兆が見られた時のみメンテナンスを行う手法です。過剰な部品交換を防ぐことで保全コストを最適化し、突発的な故障によるダウンタイムを未然に防ぐことができます。コナンエアーを活用すれば、低コストで手軽にCBMをスタートできます。
予防保全がますます重要になっています。メなぜ予防保全が市場で不可欠になりつつあるのか?保全で労働条件を最適化しましょう。
企業にとってお金を節約することがこれまで以上に重要になってきています。これは、必要なとき以外は機械や部品を交換しないことで実現できます。したがって、その健康状態を監視する必要があります。これは、健康維持のためのメンテナンスを実施することで可能となります。しかし、これには別の疑問が生じます。このメンテナンスの計画をどのように立てるべきなのでしょうか?通常、これらのメンテナンスは、事業者が雇った専門家や技術者が行います。したがって、企業は正当な理由なしにメンテナンスを行うことはできません。企業が理由をつけて保全計画を作成するために適用できる方法があります。ここに挙げた2つの方法は、状態基準保全と予防保全です。
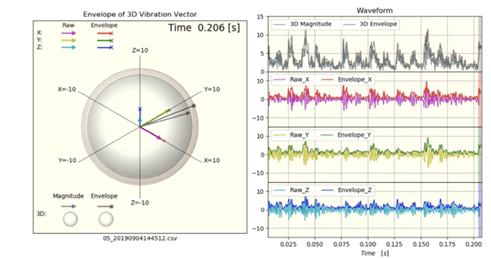
状態基準保全とは、振動などのセンサーデータを組み合わせて、機械や部品の健全性をリアルタイムで監視する手法です。この監視方法は、多くの場合単体方式として使用されます。監視は遠隔で行うこともできますが、その工程は制御が難しく、複雑であるものとして認識されています。状態基準保全の3つの特徴は、このように説明できます。状態基準保全の3つの特徴は、次のようなデータを提供します:
状態基準保全は次のようなデータを提供します。
つまり、状態基準保全とは、機械が異常な挙動を示し始めた場合にそれを検知し、警告を発するものであるといえます。以下に、状態基準保全の基本的なワークフローを示します:

時には、状態基準保全の背後にある歴史を知ることも重要です。ここでは、状態基準保全に関する簡単な年表を紹介します。
産業界では、状態基準保全の使用は、次のような指標から始まりました。
これらの指標の特徴は、企業が計画を立てるのに十分な時間がないことです。そのため、企業はその場で解決策を考えなければなりません。結果、適切な部品、ツール、技術を揃える十分な時間がありません。
この期間に欠陥検出の改善が行われました。新たな要因や指標が導入され、電気エネルギーと消費の効率が改善されました。しかし、まだ課題も残っていました。これらの指標は、常に完璧な結果をもたらすわけではありませんでした。 モーターの電流や流量はプロセス条件によって変化するため、時には第三者の意見を必要とすることもあります。
現在、私たちは状態基準保全の第4段階に入ろうとしています。(このフェーズの詳細はまだ不明ですが、主なコンセプトはデジタル化です。最初の2つのフェーズでは、どちらかというとアナログ的でマニュアル的な方法が実施されました。
状態基準保全にはどのようなものがあるでしょうか?振動、センサー、エンジンオイル、または温度分析を使用するいくつかの技術は、状態基準保全に該当します。 以下はセンサーで収集できる詳細な機械要素です。
たとえば、月1回のオイル交換を行う代わりに、状態基準保全を適用する事業者は、モニター・オイルの微粒子の測定値に基づいてオイル交換を行います。

予防保全(Predictive Maintenance)とは、機械や部品に対して事前にメンテナンスやケアを行う保全のことです。キーワードのひとつは "予測 "です。これにより、企業は機械や部品に発生する可能性のあるあらゆる問題に備え、あるいは予測し、それに応じてメンテナンスのスケジュールを立てることができます。
予防保全のワークフローは以下の通りです。

2.2.3節で、状態基準保全が2.0から4.0に飛び、3.0がスキップされたことを思い出して下さい。 それには理由があります。多くの人は、状態基準保全3.0は予防保全であると考えています。この時期、企業で台頭した概念は、"先行 vs 後行 "です。この場合、予防保全は先取りして通知するため、先行する場合であります。2010年以降、人工知能(AI)やモノのインターネット(IoT)といった技術の進歩により、予防保全への注目が高まりました。 これらの高度なツールを使うことで、企業はさまざまな種類の故障を予測できるようになりました。ほとんどの業界研究では、回転資産の故障の原因の50~80パーセントは潤滑であることに同意しているため、これは重要なことでした。状態基準保全の振動や温度検出方法による警告は、遅すぎるか、警告を確立するのが困難でした。
予防保全の例は、次の4つのカテゴリーに分けることができます。

以下のアプリケーションは予防保全に適しています。
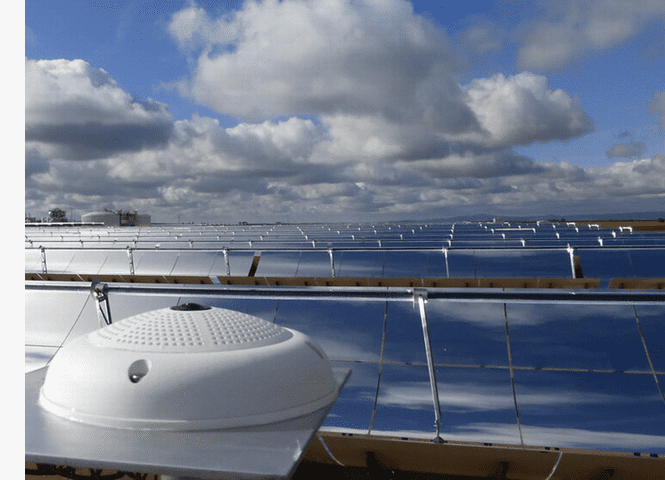
予防保全の応用例として、サンゴ調製プラントの遠心ポンプモーターに振動計を取り付けたものがあります。 ポンプは重要な資産であるため、不必要なダウンタイムを防ぐことが重要です。
状態技術保全と予防保全について学んだ後は、両者の主な違いを知ることが重要です。

両者の違いに関するまとめをお伝えします。
状態基準保全には以下のような利点があります。
以下は予防保全の利点の一覧です。

以下は、予防保全の欠点です。
予防保全と状態基準保全の主な違いはタイミングです。状態基準保全がリアルタイムの状態に重点を置くのに対し、予防保全は60~90日先の不具合の早期発見に重点を置きます。言い換えれば、予防保全はセンサーデータを利用して、メンテナンスが必要になる時期を予測する。状態基準は、問題が顕在化し始めた時点で企業に警告を発します。
状態基準保全と予防保全の中核的な関係は、状態基準保全が予防保全の主要な構成要素のひとつであるということです。しかし、予防保全はどちらかというと、企業にとって「あったらいいな」という概念でした。近年、企業は、状態基準保全を企業にとって「必要なもの」と位置づけるように進歩しています。歴史的な背景から、状態基準保全は以下のような用途で使用されてきました。

その一方で、状態基準保全よりも予防保全を使うことを推奨する声もあります。理由は簡単です。
予防保全では、ビジネスの早期通知をしてくれます。そのため、企業は資金計画を立てやすくなります。
しかし、ビジネスとしては、振動検知よりも振動回避を実践することが重要です。多くの場合、振動は異常動作によって発生します。このことから、企業は振動を避けなければなりません。振動の使い方は、故障や問題の根本原因を見つけるために留めておくべきです。
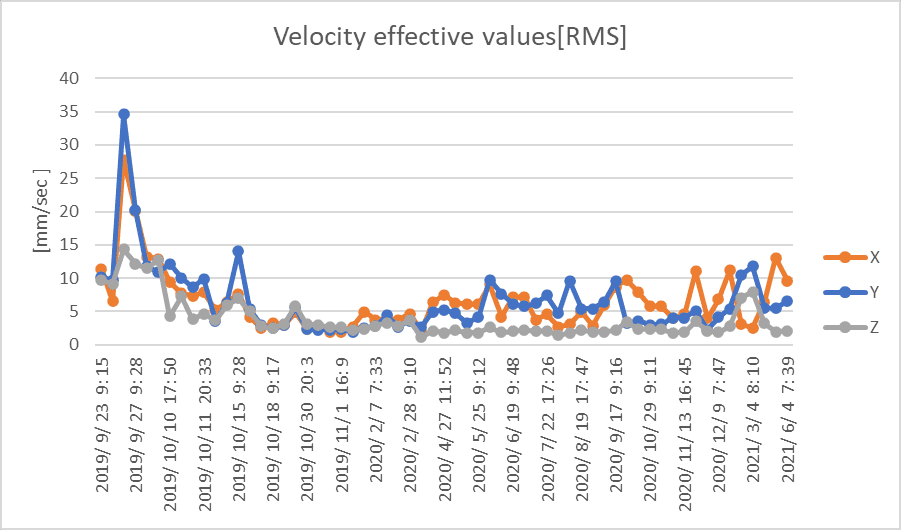
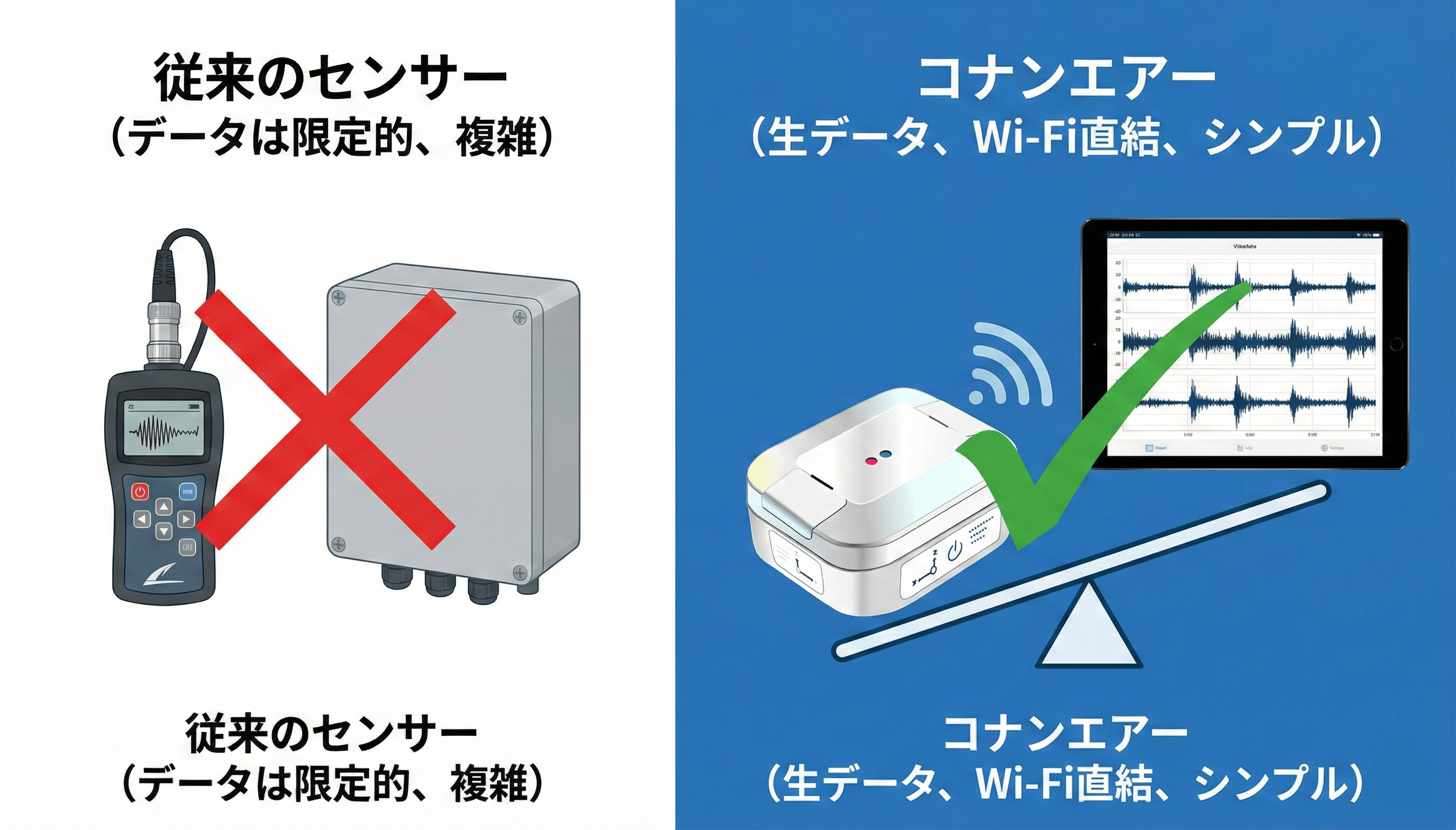
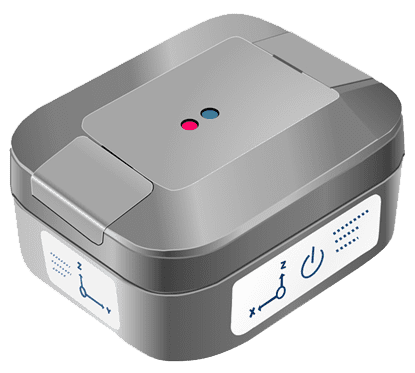
中山水熱工業.は、ベアリングの損傷を検出できるWi-Fi振動センサー 「コナンエアー」を発売しました。コナンエアーは機器の表面に設置することができます。このセンサーは、医師が健康診断を行うのと同じように、機械の性能に関するデータをリアルタイムで収集します。この装置には、安価なMEMS(Micro Electro Mechanical Systems:微小電気機械システム)、スマートフォンの方向感知センサーと同等の加速度センサー、Wi-Fiモジュールが含まれています。
予防保全とは、指定された周期で機械のメンテナンスを行うことです。説明したように、コナンエアーは機械の振動挙動をリアルタイムで測定します。その振動に基づいて、異常値が発生した場合には事業者に通知します。
コナンエアーは、収集したCSVデータをCMMSツールに必要な生データとして活用することもできます。CMMSツールは今後より一般的になっていくでしょうが、生データを収集できる機器はそれほど多くありません。コナンエアーは安価で簡単にそのデータを収集することができます。生データを見ることに興味がある、生データを収集する方法を探していた、もっと詳しく知りたいという方は、お問い合わせフォームからご連絡ください!
多くの企業が、部品の寿命や稼働時間に基づいて定期的に交換を行う「時間基準保全(TBM)」を採用してきました。しかし、TBMではまだ十分に使える部品を廃棄してしまう無駄(オーバーメンテナンス)や、次の点検までの間に突発的な故障が起きてしまうリスクを抱えています。CBMへ移行し、コナンエアーのようなIoT振動センサーで機器の「今の健康状態」を常に監視することで、部品の寿命を限界まで使い切ることが可能になります。これにより、メンテナンス作業の手間と部品コストを大幅に削減し、工場全体の生産性を劇的に向上させることができるのです。
| 会社名 | 中山水熱工業株式会社 NSXe Co.Ltd |
|---|---|
| 所在地 | 〒513-0835 三重県鈴鹿市平野町7686-10 |
| TEL | 059-375-0330 |
| FAX | 059-379-4704 |
| 営業時間 | 8:00~17:00 |
| 定休日 | 事務所:土曜午後・日曜・祝日 工場:火曜日・水曜日 |
| URL | https://conanair.com/japan/ |
| 会社名 | 中山水熱工業 株式会社 NSXe Co.Ltd |
|---|---|
| 所在地 | 〒513-0835
三重県鈴鹿市 平野町 7686-10 |
| TEL | 059-375-0330 |
| FAX | 059-379-4704 |
| 営業時間 | 8:00~17:00 |
| 定休日 | 事務所: 土曜午後・日曜・祝日 工場: 火曜日・水曜日 |
| URL | https://conanair.com/japan/ |