




[Conclusion] First, install sensors on "critical equipment that significantly impacts operations if stopped" and acquire a "baseline (initial value)" during normal operation. By performing "trend management"?tracking daily vibration changes from the baseline and inspecting or repairing when thresholds are exceeded?you can prevent sudden failures. With the wiring-free conanair, you can immediately put these 4 steps into practice with zero specialized knowledge.
Once you understand the importance and mechanism of predictive maintenance, the next step is implementation.
However, many people wonder, "Which machine should I measure first?" or "Where is the correct place to attach the sensor?"
In this guide, we navigate you through 4 concrete steps, from selecting target equipment to installation tips and anomaly judgment criteria, so you can start today without specialized knowledge.
Air-cooled heat exchanger fan in high location
![[Target Selection] Air-cooled heat exchanger fan in high/inaccessible location (conanair installation recommended)](../img/01.jpg)
The first step is to catch signs of failure and create a site that doesn't stop. Have you ever experienced noticing a strange noise from a machine only to find it was already too late? "Vibration Trend Monitoring," which grasps the health of equipment numerically, is one of the most effective means for preventing sudden failures (CBM: Predictive Maintenance). Using conanair, we explain the monitoring procedure you can start today without specialized knowledge.
First, you don't need to put sensors on every machine. Narrow down the targets based on the following priorities:
General centrifugal pump and motor
![[Installation Position] Secure the sensor with a magnet in a place where vibration from bearings or reducers is easily transmitted](../img/37kw industrial water pump.jpg)
The iron rule is to measure vibration "close to the source and at a location with high rigidity."
Install with magnet where vibration
from bearings/reducers is transmitted
![[Installation Position] Secure the sensor with a magnet in a place where vibration from bearings or reducers is easily transmitted](../img/biomass power plant-chip conveyor motor.jpg)
After installation, acquire data while the machine is operating normally. This becomes the "Standard for a Healthy State (Baseline)." The essence of trend management is not looking at the initial number itself, but "how it has changed compared to usual."
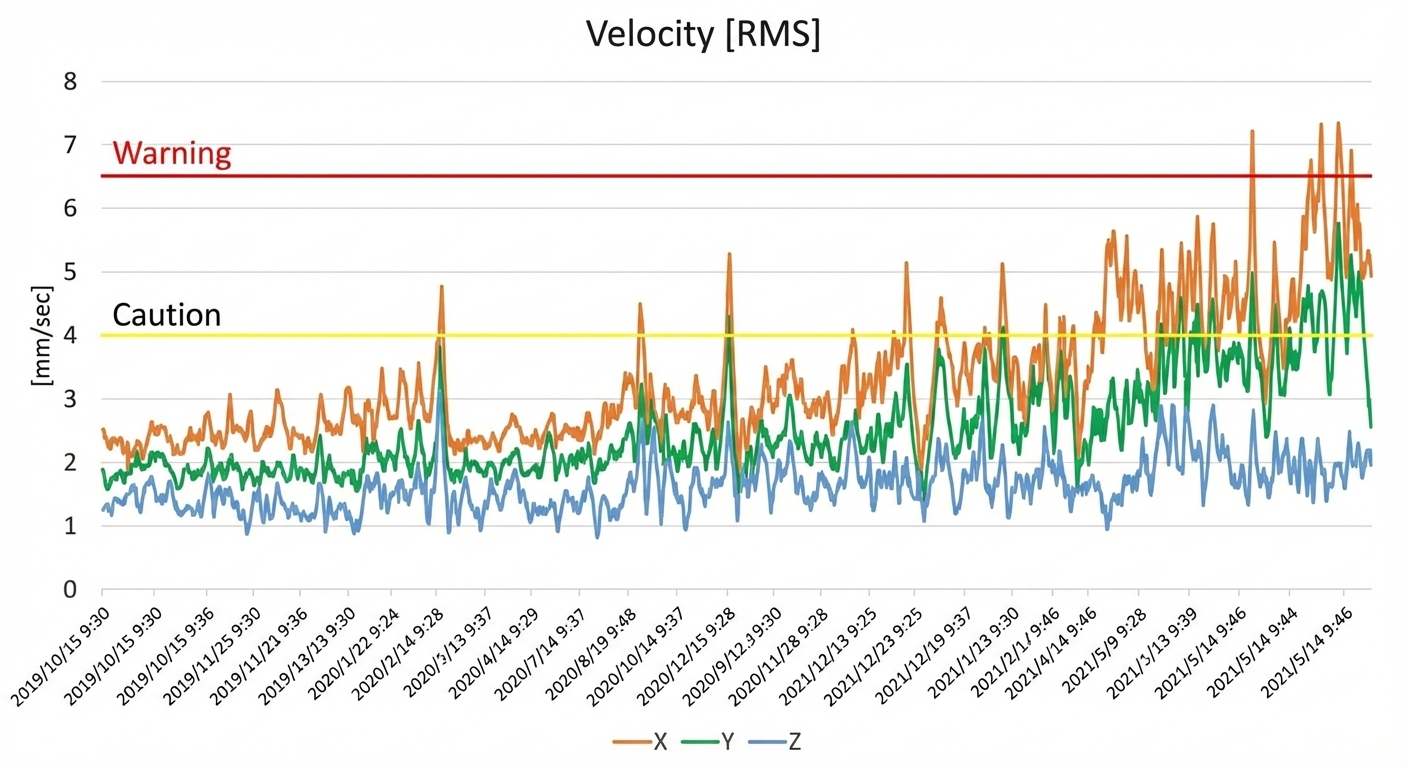
Decide the benchmark (threshold) for "how high the number gets before it's dangerous," and check the graph regularly.
To ensure that trend management reliably leads to results, it is crucial to "automate" data collection and reduce the burden on the field. With manual patrol inspections, errors in measurement and the hassle of data recording often cause the operation to become a mere formality.
By shifting to online monitoring using a Wi-Fi-enabled wireless vibration sensor, everything from acquiring the baseline to daily data accumulation is automated. Selecting an "easy-to-install sensor" and implementing these 4 steps as a sustainable predictive maintenance system implementation is the greatest secret to preventing sudden failures.
When vibration values increase and signs of "abnormality" appear, performing precision diagnosis via FFT (Frequency Analysis) allows you to identify the specific cause of the anomaly, such as bearing defects, unbalance, or misalignment.![]() Details on precision diagnosis: Anomaly Detection of Machines via Vibration Monitoring
Details on precision diagnosis: Anomaly Detection of Machines via Vibration Monitoring
To realize true condition-based maintenance (CBM) rather than ending at simple "trend management," determining the "root cause" after a threshold is exceeded is key. In the case of conanair, immediately after detecting an anomaly on the trend graph, you can check the "raw waveform data (FFT)" within the exact same system. This allows field engineers themselves to quickly determine concrete countermeasures, such as "whether to replace parts or re-adjust the alignment," thereby reducing unnecessary part replacement costs.
Why not start small with just one unit? Please feel free to contact us with requests like "I want to consult on which equipment to start with."
| Company Name | NSXe Co.Ltd - Nakayama Hydrothermal Industry Co., Ltd. |
|---|---|
| Head Office | 7686-10 Hirano-cho, Suzuka, Mie513-0835, Japan zip code 513-0835 |
| Phone | +81-90-2189-1398 |
| FAX | +81-59-379-4704 |
| Business Hours | 8:00~17:00 |
| Office Regular Holiday |
Saturday afternoons, Sundays and public holidays |
| URL | https://conanair.com/ |
| Company Name | NSXe Co.Ltd - Nakayama Hydrothermal Industry Co., Ltd. |
|---|---|
| Head Office | 7686-10 Hirano-cho, Suzuka, Mie513-0835, Japan zip code 513-0835 |
| TEL | +81-90-2189-1398 |
| FAX | +81-59-379-4704 |
| Business Hours | 8:00~17:00 |
| Office Regular Holiday |
Saturday afternoons, Sundays and public holidays |
| URL | https://conanair.com/ |