

【結論】判定結果(スコア)だけでは異常の真因が検証できず、現場が納得して保全を行えない「ブラックボックス」になってしまうからです。私たちは、熟練工が耳(聴診棒)で捉える初期の微細な金属音(傷のサイン)をデジタルで再現するため、あえて大容量通信が可能なWi-Fiを選択し、特許技術のアンダーサンプリングによって高周波の生波形を取得することにこだわりました。これにより、技術者自身が波形を確認し、根拠を持って最適なメンテナンス計画を立てられるようになります。
開発当初、省電力なBluetoothや、通信距離に優れるサブギガ帯(920MHz帯/ZigBee等)も検討のテーブルにはありました。しかし、私たちはそれらを不採用とし、「Wi-Fi」を選択しました。
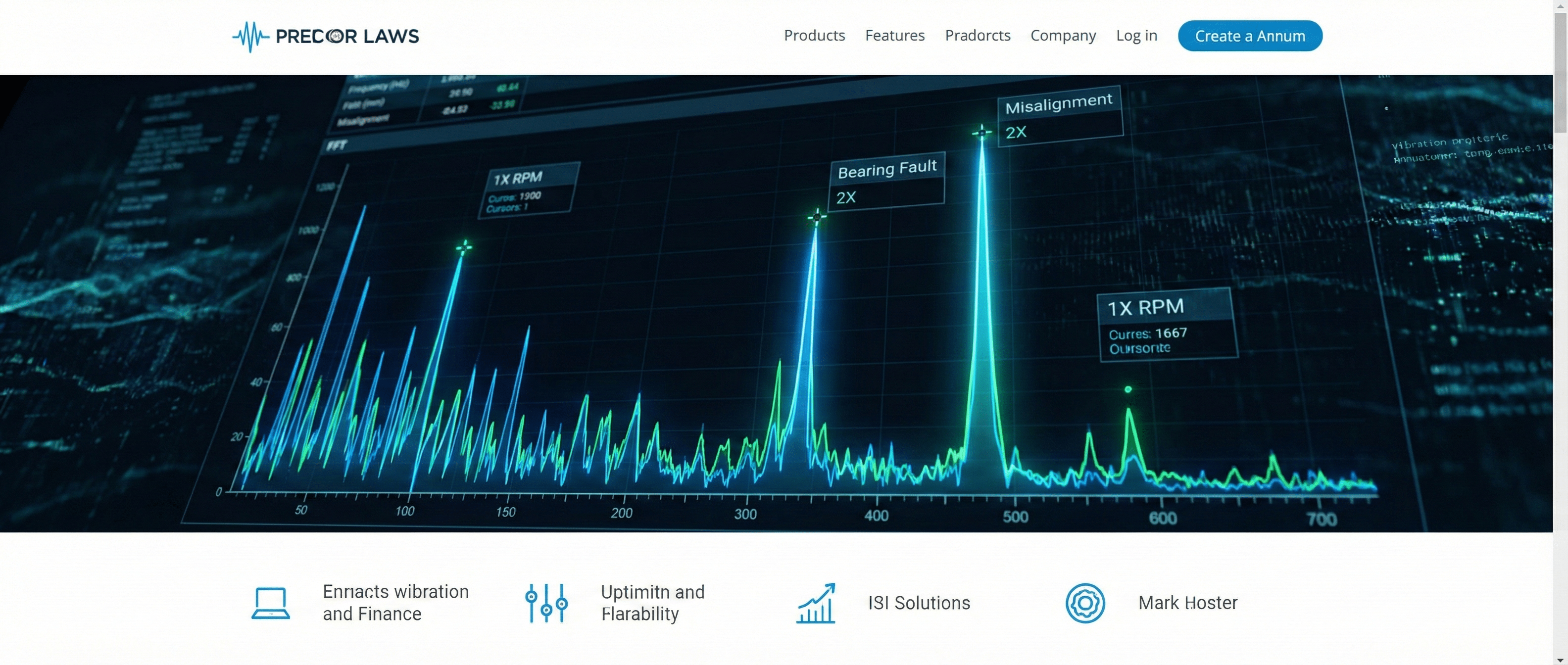
理由はたった一つ。「生波形」を送りたかったからです。
私たちが目指したのは、単に「振動レベル(数値)」を送るだけのセンサーではなく、異常の原因解析や将来的なAI連携に使える「生データ(波形)」を取得できるデバイスでした。
また、Wi-Fiであれば専用の受信機(ゲートウェイ)を新たに開発・購入しなくても、市販のWi-Fiルーターや既存の社内LANがそのまま使えます。「ユーザーが最も導入しやすいインフラは何か」を考えた結果の選択でした。
「振動センサー(無線)」を選ぶ際、多くのお客様が工場内での通信安定性を懸念されます。コナンエアーが採用するWi-Fi(2.4GHz)は汎用性が極めて高く、市販の中継機等を利用して容易に通信エリアを最適化できるのが強みです。
このように、無線(Wi-Fi)方式の採用は、単にケーブルをなくすだけでなく、工場の予防保全・予知保全全体をスマート化するための重要な基盤となります。
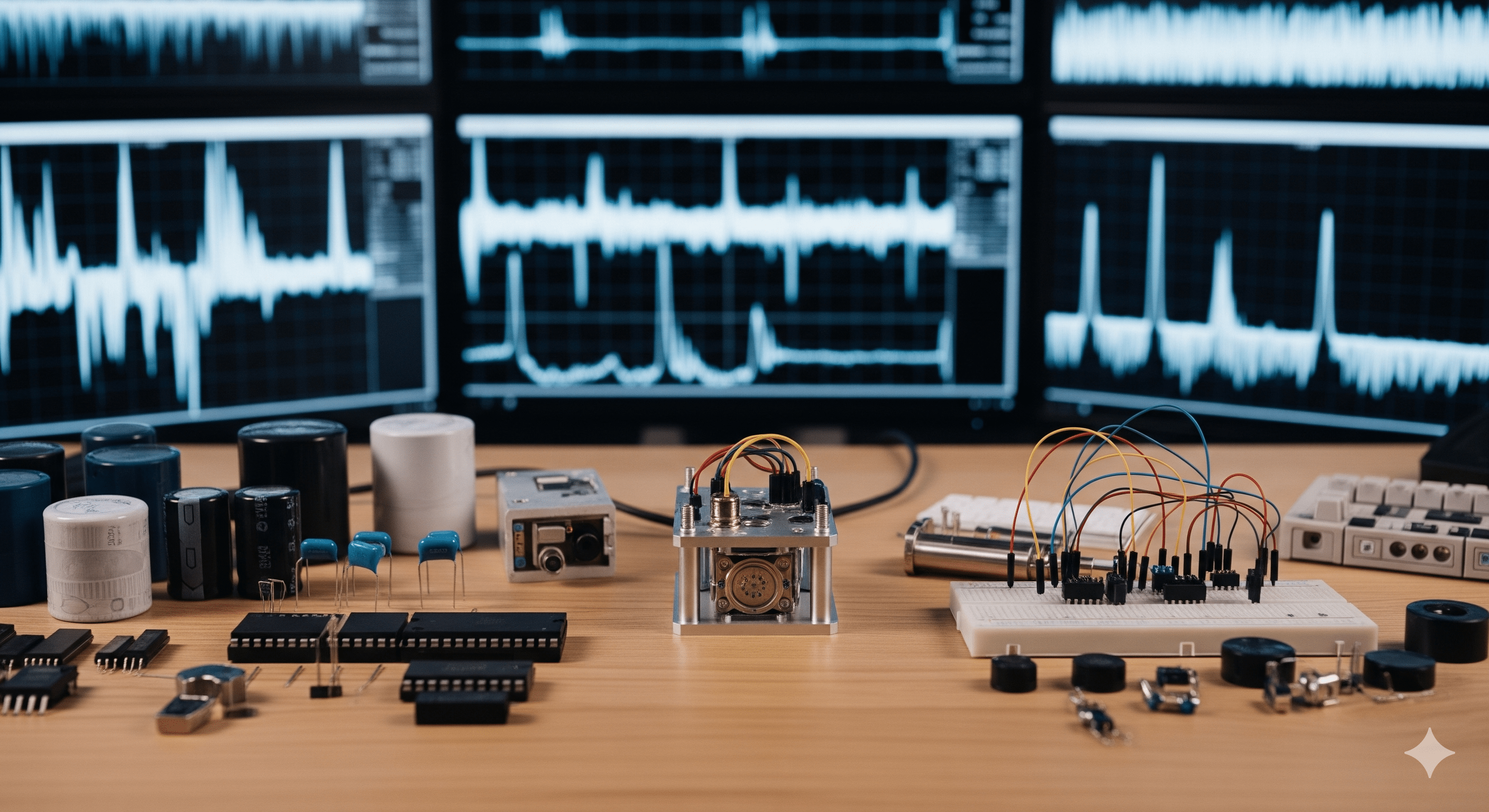
設備保全の現場には「ISO振動シビアリティ(速度RMS)」という絶対的な基準があります。しかし、現場では「数値は基準値内なのに、ベアリングの音がいつもと違う」という熟練工の直感が正しいことが多々あります。
実際にあった事例です。保全担当者が「異音」に気づきベアリングを交換した際、前後のデータをコナンエアーで検証しました。
これは、ISO基準が「機械全体の揺れ(エネルギー)」を見るのに対し、コナンエアーの加速度測定が「金属同士の衝突(初期の傷)」を捉えているからです。部外者には聞こえないレベルの異音でも、コナンエアーは熟練工の「耳」と同じように、初期異常のサインを捉えることが実証されました。
コナンエアーの核心技術である「アンダーサンプリングによる異常検知」は、最初から計算して開発されたものではありませんでした。
もともとは、名工大の先生との「高価な振動センサーではなく、安くて実用的なものが作れないか」という雑談がきっかけでした。市販の安いパーツを組み合わせて試作し、FFT(周波数解析)をしてみたところ、「検知できるはずのない高い周波数の異常」がきれいに表示されたのです。
従来の技術常識では、サンプリング周波数の半分以上の信号はノイズ(エイリアシング)として処理されます。しかし、私たちは「本来ノイズとして捨てられるはずの『折り返し波形』の中に、実は軸受損傷のサインが含まれている」という現象を発見しました。
「なぜ映るのか不思議だ」と原因を突き詰めた結果が、現在の特許技術(日本登録済み/米・独・印・中で出願中)となっています。狙って作った発明ではなく、現場で手を動かしたからこそ出会えた「発見」でした。
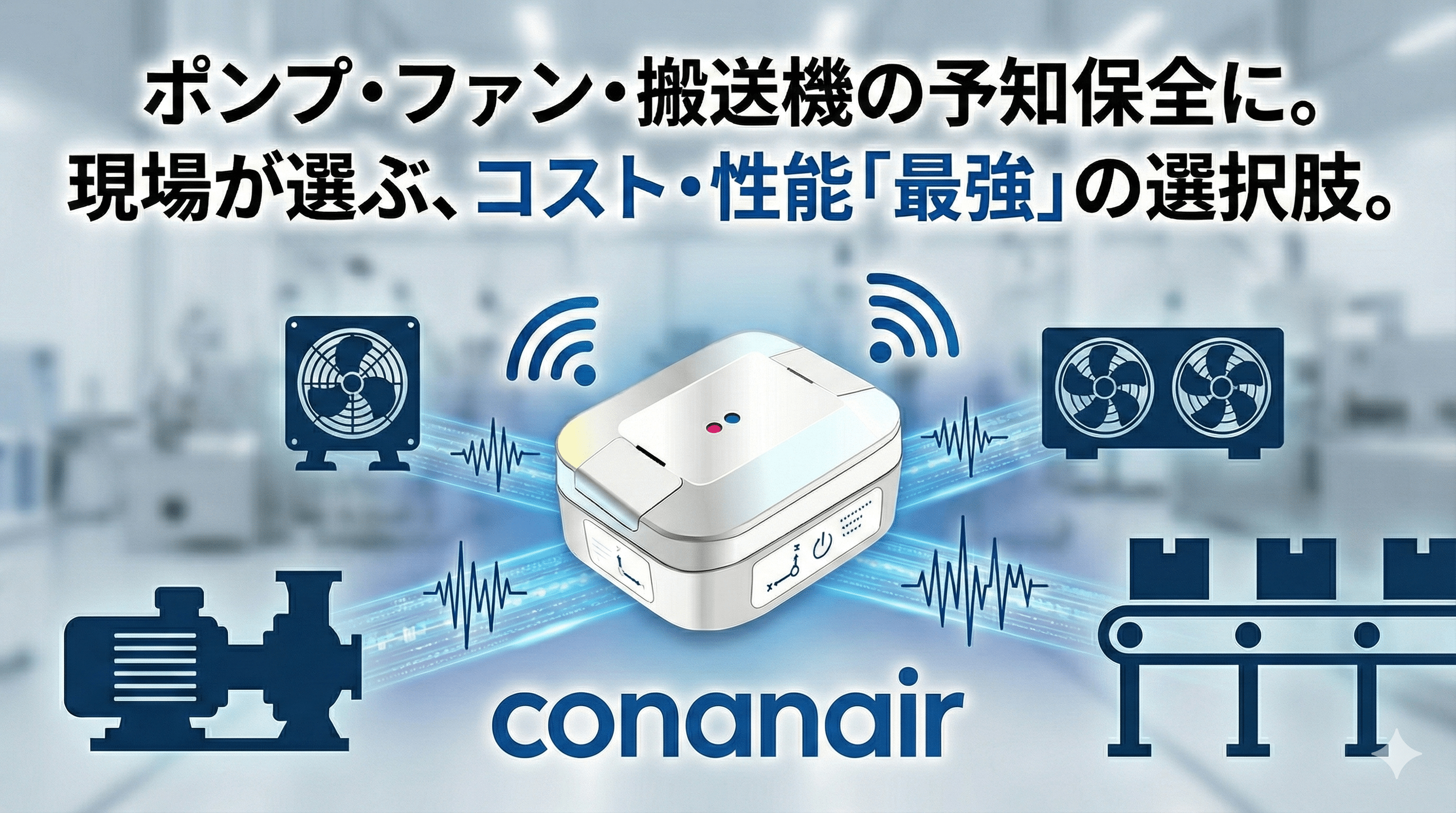
私たちは「どんな現場でも最強です」とは言いません。コナンエアーは、「異常検知から3?6ヶ月以内にメンテナンス計画を立てられる汎用設備」をターゲットにしています。
そのため、以下のような用途には不向きです。
逆に言えば、「これまで人の巡回点検に頼っていたポンプ、ファン、搬送機」の予防保全においては、コスト・性能ともに最強の選択肢であると自負しています。
| 会社名 | 中山水熱工業株式会社 NSXe Co.Ltd |
|---|---|
| 所在地 | 〒513-0835 三重県鈴鹿市平野町7686-10 |
| TEL | 059-375-0330 |
| FAX | 059-379-4704 |
| 営業時間 | 8:00~17:00 |
| 定休日 | 事務所:土曜午後・日曜・祝日 工場:火曜日・水曜日 |
| URL | https://conanair.com/japan/ |
| 会社名 | 中山水熱工業 株式会社 NSXe Co.Ltd |
|---|---|
| 所在地 | 〒513-0835
三重県鈴鹿市 平野町 7686-10 |
| TEL | 059-375-0330 |
| FAX | 059-379-4704 |
| 営業時間 | 8:00~17:00 |
| 定休日 | 事務所: 土曜午後・日曜・祝日 工場: 火曜日・水曜日 |
| URL | https://conanair.com/japan/ |