
【結論】異常の種類(アンバランスやミスアライメント等)によって、振動が強く現れる方向は異なります。単軸ペンシル型のように1方向ずつ測定すると異常サインを見落とすリスクがありますが、コナンエアーのような「3軸同時測定タイプ」なら、異常の兆候を逃さず確実に捉えることができます。一度の設置で常に同じ位置・条件で測定できるため、データにばらつきが出ず高精度な傾向管理が可能です。
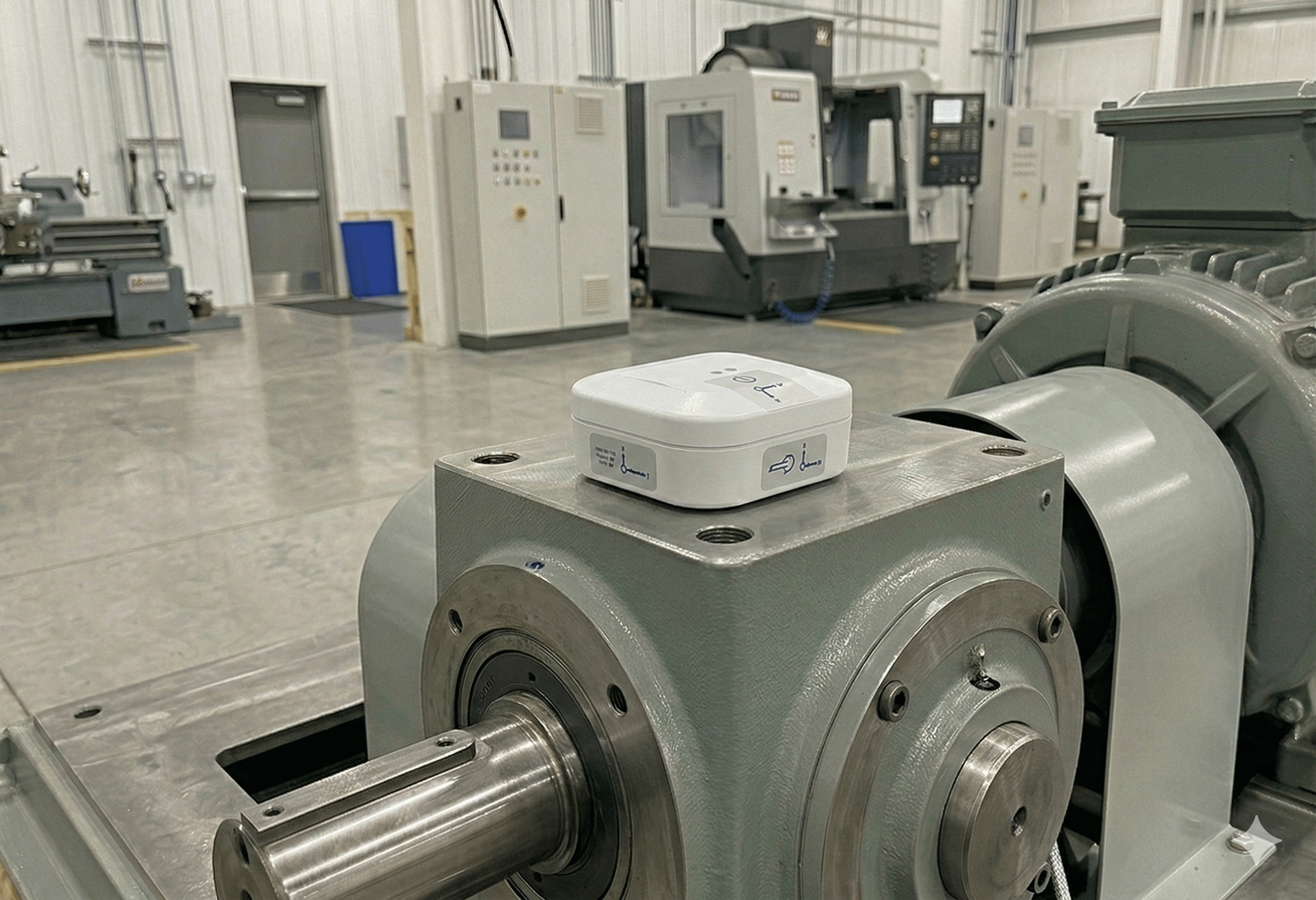
振動監視を成功させる上で、センサーの「設置方向」と「固定方法」は、データの信頼性を左右する最も重要な要素です。どんなに高精度なセンサーを使用しても、設置方法を誤れば、必要な異常信号を捉えることはできません。
本記事では、モーターやポンプなどの回転機械における振動の伝わり方(3軸)の基本と、ワイヤレス振動センサー「コナンエアー」を用いた3軸同時検知の優位性について解説します。
回転機械の異常は、その種類によって振動が強く現れる方向が異なります。コナンエアーが測定している3方向と、一般的な単軸方向の測定との関係は以下の通りです。
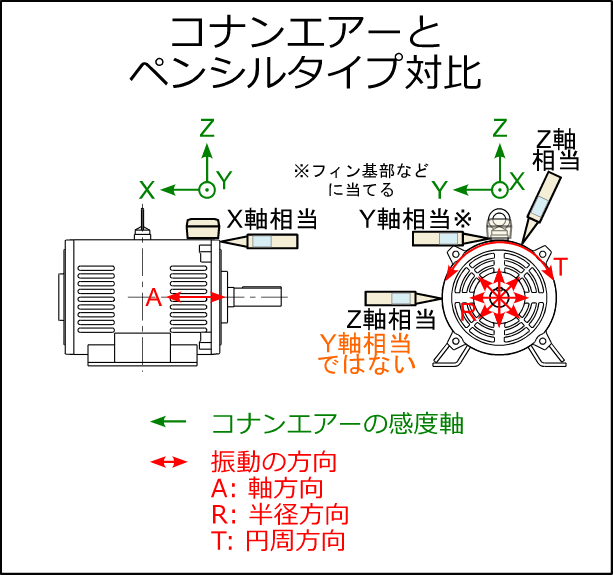
※【注意】
コナンエアーの3軸合成振動値(3D)は、傾向管理の指標としてはセンサーの設置方向を気にしなくて良いのでシンプルで使いやすいですが、軸方向や円周方向の振動値が大きい時には半径方向の振動変化がわかりにくくなることがあるので注意が必要です。
傾向管理では、回転軸半径方向の振動値の変化を監視することが有効な場合が多いです。
現場で手軽に使われている「単軸ペンシル型振動計」と、機械に常設する「3軸ワイヤレス振動センサー(コナンエアー)」には、運用面とデータ品質において決定的な違いがあります。
| 比較項目 | コナンエアー(3軸常設型) | 単軸ペンシル型振動計 |
|---|---|---|
| 測定の手間 | 一度設置すれば全自動で3軸同時に取得。 | 人が巡回し、1軸ずつ順番に押し当てて測定。 |
| データの再現性 | 常に同じ位置、同じ押し付け圧(固定)で測定するため、極めて再現性が高い。 | 測定者の当てる角度や押し付ける力によって数値がバラつきやすい。 |
| 異常発生の捕捉 | 常時監視のため、突発的な異常や傾向の変化を逃さない。 | 巡回時(例:月に1回)のデータしか取得できず、異常を見逃すリスクがある。 |
ペンシル型は「今、おおよそどのくらい揺れているか」を簡易的に知るには便利ですが、予知保全の要である「微小な変化の傾向管理」においては、同じ条件で3軸同時に定点観測できるコナンエアーのような常設型が圧倒的に有利です。
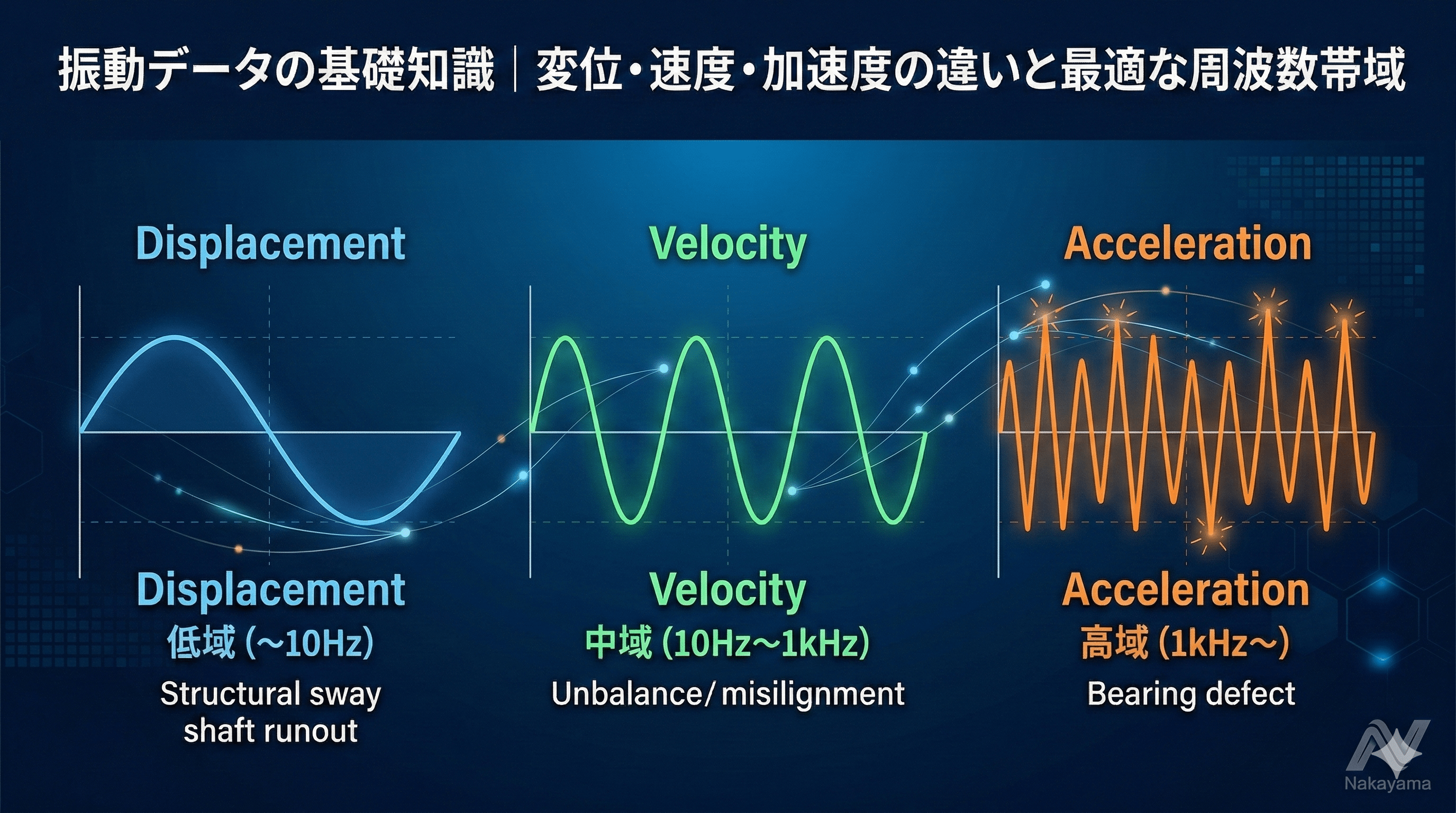
設置方向と同じくらい重要なのが、センサーを機械にどう固定するかです。特に、ベアリングの初期異常などを示す「高周波領域(加速度)」の測定においては、固定方法がセンサーの感度(周波数応答)に直接影響を与えます。
以下の数式は、固定部の剛性(バネ定数 $k$ )とセンサーの質量( $m$ )による共振周波数( $f_n$ )の関係を示す基本的なモデルです。
$$f_n = \frac{1}{2\pi} \sqrt{\frac{k}{m}}$$
→ 固定が強固(剛性 $k$ 大きい)なほど、共振周波数が高くなり、より高い周波数の異常振動まで正確に計測できるようになります。
実際の現場では、以下の3つの固定方法が主流です。対象となる機械や検知したい異常に合わせて選択してください。
コナンエアーは、現場の状況に応じてこれらの固定方法に柔軟に対応できるよう設計されています。生データ(Raw Data)を用いた正しい傾向管理を実践するためには、まずは「正しい方向」に「正しく固定」することから始めてください。
近年、機械学習やAIを用いて異常の予兆を自動検知するシステムの導入が進んでいます。この際、単軸のデータのみを学習させても、「アンバランスなのかミスアライメントなのか」といった複雑な異常モードをAIが判別することは困難です。X・Y・Zの3軸すべての相関関係(例えば、水平方向と軸方向の振動比率など)を含んだ「3軸同時の生データ」を教師データとして蓄積することが、精度の高い予知保全AIモデルを育成するための必須条件となります。
| 会社名 | 中山水熱工業株式会社 NSXe Co.Ltd |
|---|---|
| 所在地 | 〒513-0835 三重県鈴鹿市平野町7686-10 |
| TEL | 059-375-0330 |
| FAX | 059-379-4704 |
| 営業時間 | 8:00~17:00 |
| 定休日 | 事務所:土曜午後・日曜・祝日 工場:火曜日・水曜日 |
| URL | https://conanair.com/japan/ |
| 会社名 | 中山水熱工業 株式会社 NSXe Co.Ltd |
|---|---|
| 所在地 | 〒513-0835
三重県鈴鹿市 平野町 7686-10 |
| TEL | 059-375-0330 |
| FAX | 059-379-4704 |
| 営業時間 | 8:00~17:00 |
| 定休日 | 事務所: 土曜午後・日曜・祝日 工場: 火曜日・水曜日 |
| URL | https://conanair.com/japan/ |